在生活里,我们早就习惯了彩色照片。
但到了工业机器视觉现场,黑白相机却依然是很多检测项目的首选。
为什么越是高精度、高速度的场景,越不迷信"彩色"?
这背后,其实不是技术落后。
而是工业视觉真正追求的,从来不是"好不好看",而是------看得快、看得准、看得稳定。

01
黑白相机不是"少了颜色",而是更直接
黑白相机的成像逻辑非常直接。
当光线进入相机,照射到感光芯片上时,光子信号会被转换成电子信号,最终形成图像。
和普通彩色相机不同,黑白相机的感光芯片并不负责区分颜色。
也就是说,它不关心眼前是红色、绿色,还是蓝色。
它只关注一件事:
光有多强。
所以,黑白相机最终输出的是亮度信息,也就是我们看到的黑白图像。
看起来少了一层颜色信息,但在工业检测里,这反而是一种优势。
因为少了颜色处理环节,成像链路更简单,响应速度也更快。
对于高速产线、实时检测、连续抓拍等应用来说,这一点非常关键。
在工业现场,很多时候不是"拍得漂亮"最重要。
而是:
能不能在极短时间内稳定成像,并快速完成判断。
02
工业检测为什么更偏爱黑白?
很多人第一反应可能是:
黑白相机没有颜色,真的够用吗?
答案是:在大量检测任务中,完全够用,而且更合适。
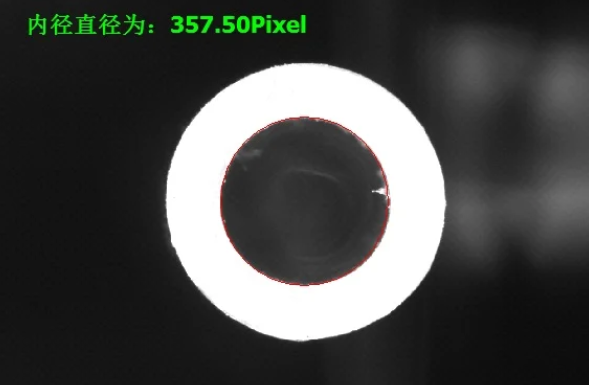
因为工业检测的核心目标,往往不是识别颜色,而是识别结构、边缘、尺寸、形状和缺陷。
比如一个零件有没有划痕。
一个产品边缘是否完整。
一个工件尺寸是否偏差。
一个表面是否存在裂纹、污渍或异物。
这些问题,很多时候依赖的是亮度差异和对比度,而不是颜色本身。
图像处理更轻,检测效率更高
黑白图像的数据结构更简单。
没有复杂的颜色通道,也不需要额外处理颜色信息。
这意味着后端算法处理起来更高效,计算压力更小。
在生产节拍越来越快的工厂里,这种优势会被进一步放大。
同样是检测一批产品,谁能更快给出稳定结果,谁就更适合产线。
对光照更友好,低光环境也能发挥
工业现场的光照环境并不总是理想。
有些工位空间有限。
有些产品表面反光。
有些检测区域不适合强光照射。
黑白相机由于不受颜色信息干扰,在相对较低的光照条件下,也能保持较好的成像质量。
相比之下,彩色相机为了保证图像清晰度,往往对补光和光源稳定性要求更高。
所以,在很多现场部署中,黑白相机更容易获得稳定、可靠的图像。
成本更友好,适合规模化部署
机器视觉项目,不能只看单台相机价格。
还要看整体系统成本。
黑白相机通常成本更低,同时因为图像数据量较小,对计算资源的要求也相对较低。
如果是一条产线部署多台相机,或者多个工位同时检测,这种成本差异就会变得非常明显。
对于大规模生产场景来说,黑白相机往往能在效果和成本之间取得更好的平衡。
一句话总结:
黑白相机不是功能少,而是在很多检测任务里,刚好少掉了不必要的复杂度。
03
哪些场景更适合黑白相机?
黑白相机优势明显,但并不意味着它适合所有应用。
它最擅长的,是那些不依赖颜色、主要依赖亮度和对比度完成判断的检测任务。
表面缺陷检测
比如划痕、裂缝、污渍等缺陷,很多时候都表现为局部亮度变化。
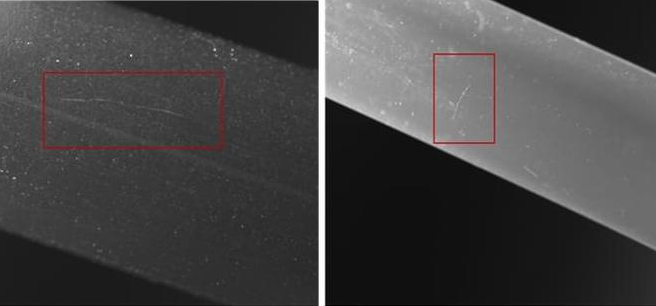
黑白相机可以更专注地捕捉这些细节,帮助系统识别异常区域。
对于表面质量检测来说,这种能力非常实用。
高速产线检测
在高速生产线上,时间就是关键指标。
产品快速移动,相机需要快速成像,系统也要快速处理。
黑白相机由于成像和处理流程更简洁,更适合对速度要求高的检测场景。
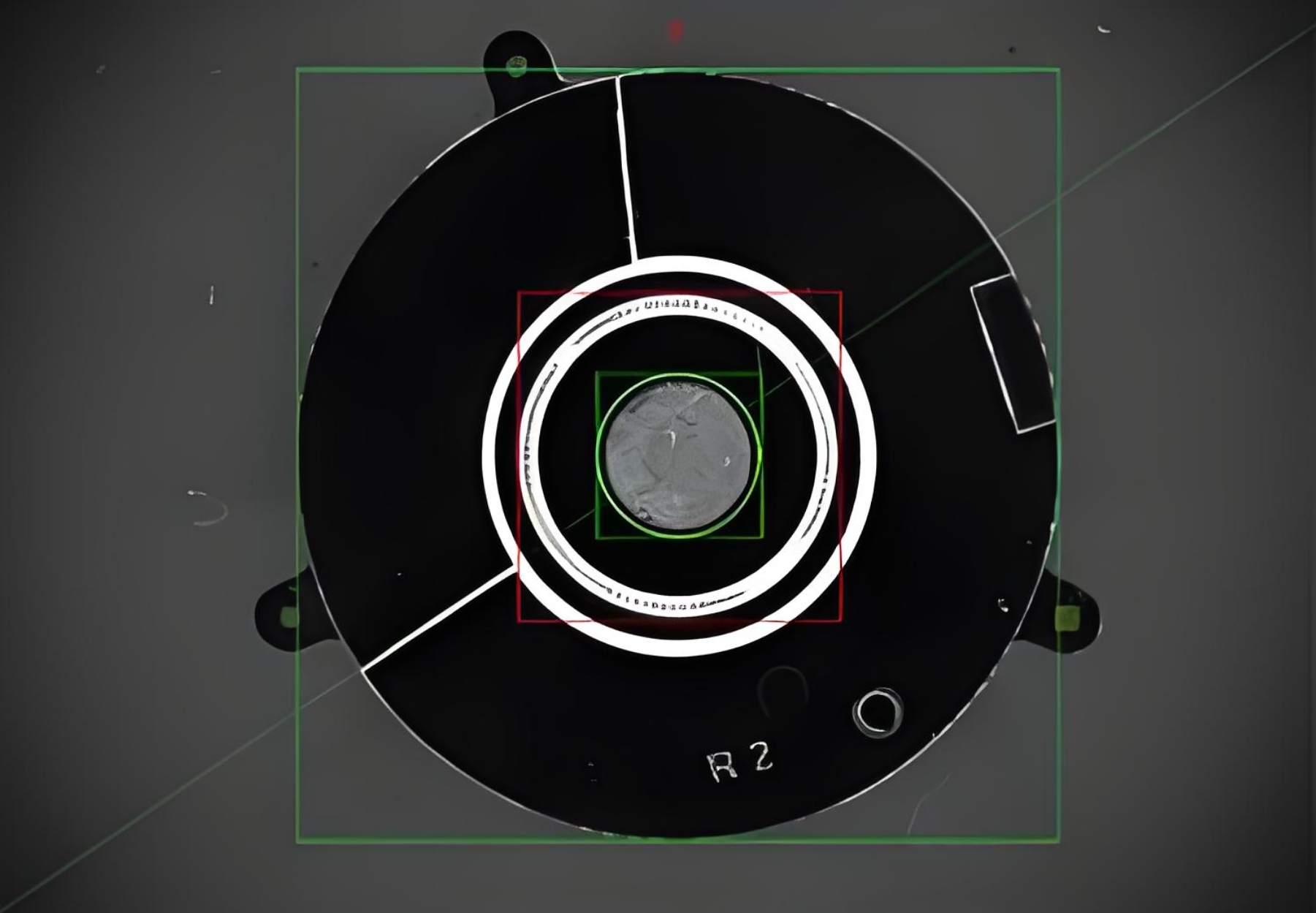
高对比度检测
如果检测对象本身和背景之间对比明显,比如黑色物体在白色背景上,或者亮暗差异突出的区域,黑白相机往往能提供更清晰的图像表现。
它可以减少颜色因素带来的干扰,让算法更专注于轮廓、边缘和明暗变化。
04
那彩色相机还有必要吗?
当然有。
黑白相机很强,但它不是万能解。
当检测任务必须依赖颜色信息时,彩色相机依然不可替代。
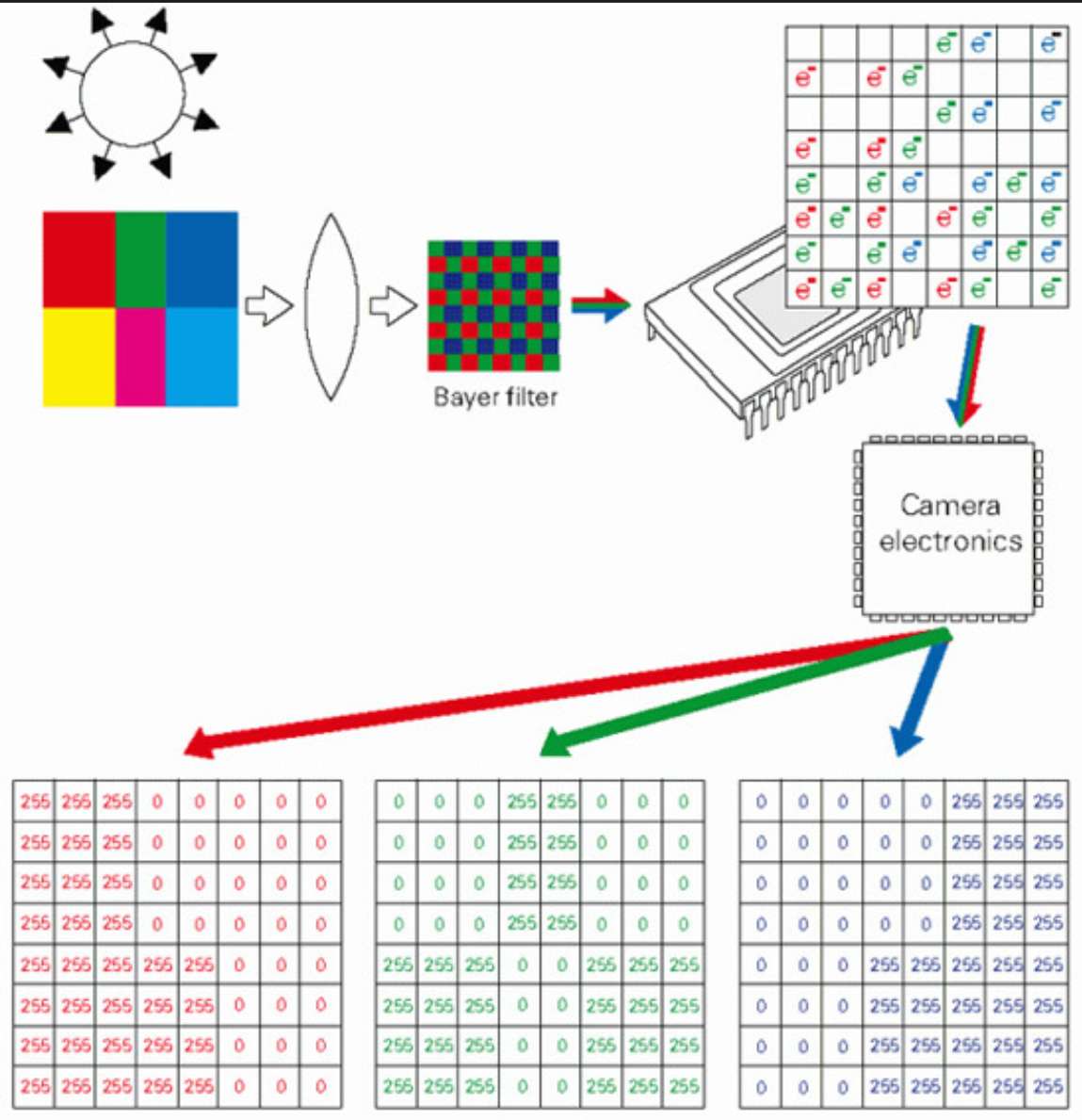
彩色相机的成像方式更复杂。
它会在感光芯片前加入滤光片,并通过专门的颜色信息处理模块,采集红、绿、蓝三种基础颜色信号,再重建出彩色图像。
这类能力在颜色识别类场景中非常重要。
例如:
食品行业中的颜色分拣。
电子产品中的色差检测。
需要通过颜色判断类别、状态或质量的检测任务。
这些场景下,颜色本身就是关键信息。
这时选择彩色相机,就是必要的。
所以,黑白和彩色并不是谁取代谁。
真正重要的是:
根据检测目标选择合适的视觉方案。
05
机器视觉里,清晰不等于彩色
很多人容易把"彩色"理解为更先进。
但在工业机器视觉中,判断标准不是画面是否接近人眼,而是系统能否稳定识别目标。
黑白相机的价值,正来自它的简单、高效和专注。
它不追求还原丰富色彩。
它只服务于一个目标:
把检测所需要的信息,更快、更准、更稳定地提取出来。
这也是为什么在高速检测、表面缺陷识别、高对比度场景中,黑白相机依然占据重要位置。
所以,在机器视觉选型时,不要一上来就追求彩色图像。
很多时候,真正适合工业现场的,不是"看起来更丰富"的方案,而是"检测起来更可靠"的方案。
黑白相机看似朴素,却常常是工业视觉里最务实、最高效的选择。
你在项目中更常用黑白相机还是彩色相机?欢迎在评论区聊聊你的选型经验。