"小王,车间那台电磁流量计的数据,能不能弄到办公室电脑上看看?老跑现场看表太麻烦了。"
听到这个需求,很多电工的第一反应可能是:"得买PLC吧?还得配个触摸屏,搞一套下来怎么也得几千块。"
其实,根本不用!
今天我就教你一招,用零成本把电磁流量计的数据"搬"到电脑上。只要你手头有一台电脑,会用一个免费的模拟软件,这事就成了。
在电工的日常工作中,老板最关心的往往不是你的技术有多牛,而是**"能不能少花钱多办事?"**
最近后台有位粉丝留言,说自己遇到了一个难题:
现场有一台电磁流量计,想把数据传到电脑上监控,是不是必须买几千块的PLC?或者上一套昂贵的DCS系统?
这个问题很典型。一提到数据采集,很多人第一反应就是上PLC、上DCS。但对于大多数中小工厂来说,这种投入显然不划算!
那么,有没有一种成本极低、又能满足需求的方案呢?
答案是:有!
这套方案的核心思路很简单:
电磁流量计 → 串口通讯 → 电脑(运行上位机软件)
为什么可以不用PLC?
因为电磁流量计本身就能输出标准的通讯信号(通常是RS485接口,Modbus RTU协议)。它就像一个"会说话"的传感器,只要能听懂它的话,谁都可以当那个"接收器"。
而电脑,就是那个最强大的"接收器"。
只要你有一台电脑,装上一款上位机软件,就能直接跟流量计对话,把数据读出来、显示出来、甚至存起来。
这套方案需要的硬件非常简单:
- 电磁流量计(带RS485通讯)
现在市面上的电磁流量计,基本都标配RS485通讯接口,支持Modbus RTU协议。如果你不确定,翻一下仪表的说明书,找到通讯参数那一页就行。
- USB转RS485转换器
这是连接流量计和电脑的关键小工具。淘宝上几十块钱就能买到,便宜的十几块也有。
它的作用就是把流量计出来的485信号,转成电脑USB口能识别的信号。
- 一台电脑
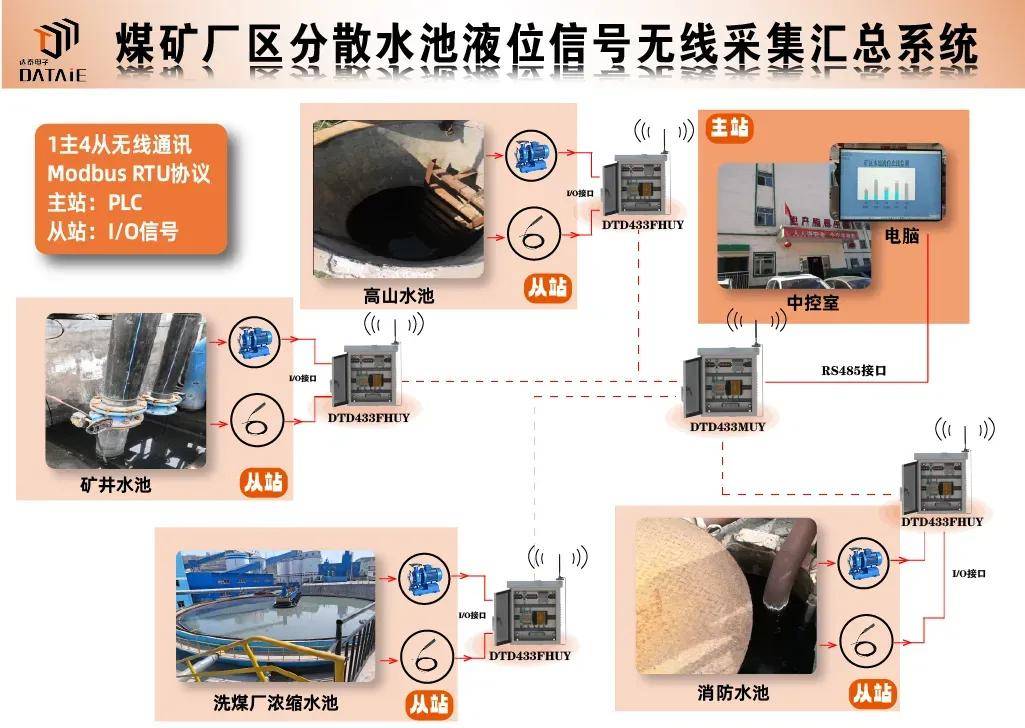
随便一台能跑的电脑就行,台式机、笔记本都可以。如果电脑在办公室,流量计在车间,就需要拉一根通讯线,或者用无线方案(如下图中的项目,厂区四处分散的液位及流量信号可以无线传输智能汇总在电脑端)。
总成本:如果手头有USB转485线,那就是零成本(无线的成本会略高)。
软件方面,我们选择昆仑通态MCGS的电脑端模拟器。
为什么要选它?
免费:不用花钱买授权;
简单:图形化界面,拖拖拽拽就能做;
强大:支持Modbus RTU通讯,数据记录、报表、曲线都有;
通用:学会一个,其他组态软件基本都会了;
当然,如果你熟悉其他上位机软件(比如组态王、WinCC等),原理都一样,用你顺手的就行。
操作步骤如下:
第一步:硬件连接
电磁流量计的RS485接口,接出两根线(通常是A、B)。
用USB转485转换器,把这两根线接到电脑USB口。
确认接线无误:A对A,B对B,别接反。
第二步:确认通讯参数
找到电磁流量计说明书,记下这几个参数:
波特率(常见9600、19200)
数据位(通常8)
停止位(通常1)
校验位(通常None)
仪表地址(出厂默认通常是1)
这些参数是通讯的"暗号",必须和软件里设置的一致。
第三步:安装并打开MCGS模拟器
去昆仑通态官网下载MCGS嵌入版组态软件(免费)。
安装后,打开"设备窗口"。
添加"通用串口父设备",然后添加"Modbus RTU驱动"。
设置串口号(在电脑设备管理器里看USB转485用的是哪个COM口)。
把刚才记下的通讯参数填进去。
第四步:添加变量,读取数据
在MCGS里添加几个变量:瞬时流量、累计流量、流速等。
每个变量对应一个Modbus地址(这个地址在流量计说明书里有,比如瞬时流量可能是40001)。
设置数据类型(通常是浮点数或整数)。
第五步:做画面,运行模拟器
在"用户窗口"里,拖几个文本框和标签,把刚才建的变量关联上。
点击"运行",切换到模拟运行模式。
如果一切正常,屏幕上应该就能看到跳动的流量数据了!
大功告成!
电工朋友们,很多时候我们习惯性地把问题复杂化了。一提到数据采集,就想上PLC、上DCS。其实,用最简单的工具,解决最实际的问题,才是真本事。
这套方案的核心思路可以举一反三:
换成压力变送器?一样
换成温度传感器?一样
换成电能表?还是一样
只要你学会了用上位机软件跟Modbus设备对话,以后所有带485通讯的仪表,你都能轻松拿捏。