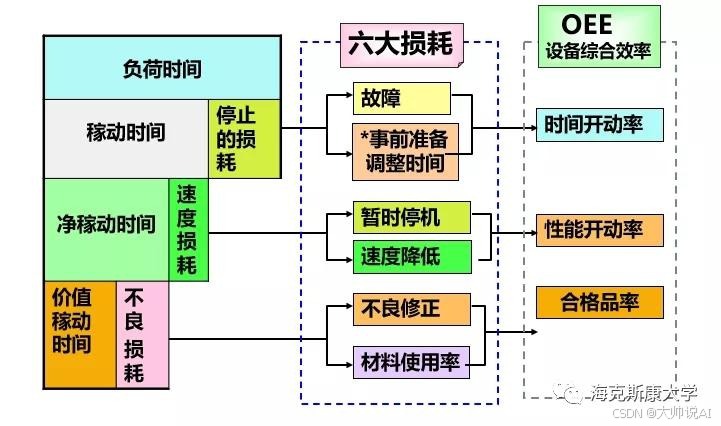
一、OEE 是什么
OEE = 设备综合效率(Overall Equipment Effectiveness)
用来衡量:设备在计划生产时间里,真正"有效产出合格品"的比例。
标准公式:
OEE = 时间开动率 × 性能开动率 × 合格品率
行业"理想目标":OEE ≥ 85% ;一般制造企业常见 60%~80%。
二、三大指标(含义 + 公式 + 对应损失)
1)时间开动率(可用性 Availability)
含义:计划生产时间里,设备实际"在运转"的时间比例(扣掉非计划停机)。
公式:
- 负荷时间 = 日历工时 − 计划停机(休息、班会、计划保养)
- 开动时间 = 负荷时间 − 非计划停机(故障、换模/换刀、待料、调机)
- 时间开动率 = 开动时间 ÷ 负荷时间
对应损失:六大损失里的「故障停机、换型/调整」
2)性能开动率(性能 Performance)
含义:设备运转时,实际产出速度对比理论最大速度(空转、小停机、降速都会拉低)。
公式:
- 理论产能:设备铭牌/工艺标准(如 100件/小时,或 30秒/件)
- 性能开动率 =(实际产量 × 理论周期)÷ 开动时间
对应损失:短暂停机、空转、速度降低
3)合格品率(质量 Quality)
含义:总产出里,合格品占比(报废、返工都算损失)。
公式:
- 合格品率 = 合格品数量 ÷ 总产量
对应损失:废品、返工
三、六大损失(OEE 要抓的核心浪费)
- 故障停机损失(时间开动率)
- 换型/换模/调整损失(时间开动率)
- 短暂停机/空转损失(性能开动率)
- 速度降低损失(性能开动率)
- 废品/返工损失(合格品率)
- 启动/试生产损失(常归入时间/性能)
四、工位触屏/MES 如何采集 OEE 数据(和你场景直接相关)
1. 时间类(算「时间开动率」)
- 触屏操作:
- 上岗/开机 → 记录设备开始运行时间
- 停机时选停机原因码(故障、待料、换模、调机、休息...)
- 维修结束/换线完成 → 记录恢复运行时间
- 系统自动统计:
- 负荷时间、开动时间、各类停机时长
- 输出:时间开动率
2. 产量类(算「性能开动率」)
- 触屏报工:
- 录入良品数、不良数、报废数
- 绑定:设备、工序、工单、批次
- 系统自动匹配:
- 理论周期/理论产能(来自工艺主数据)
- 输出:性能开动率
3. 质量类(算「合格品率」)
- 触屏自检/质检:
- 录入不良数量 + 不良原因代码
- 系统自动统计:总产量、合格品量
- 输出:合格品率
4. 最终自动算出 OEE
OEE = 时间开动率 × 性能开动率 × 合格品率
并可按:设备、产线、班次、天/周/月 多维度展示、排行、趋势图。
五、举个完整算例(一看就懂)
条件:8小时班次(480分钟),计划停机30分钟(休息+班会)
- 故障停机20分钟,换模20分钟
- 理论周期0.5分钟/件,实际生产480件,不良15件
- 负荷时间 = 480 − 30 = 450 分钟
- 开动时间 = 450 − 20 − 20 = 400 分钟
- 时间开动率 = 400 ÷ 450 ≈ 88.9%
- 性能开动率 = (480 × 0.5) ÷ 400 = 240 ÷ 400 = 60.0%
- 合格品率 = (480 − 15) ÷ 480 = 465 ÷ 480 ≈ 96.9%
- OEE = 88.9% × 60.0% × 96.9% ≈ 51.6%
六、工位触屏上必备的 OEE 相关字段/功能(可直接给软件厂商)
- 设备状态:运行/待机/故障/换模/待料
- 停机原因代码库(可配置)
- 停机开始/结束时间(自动+手动补录)
- 报工:良品数、不良数、报废数
- 不良原因代码库
- 实时显示:当前设备OEE、班次OEE、当日OEE
- 停机时长统计、OEE趋势图表
工位触屏OEE采集字段、停机原因代码字典、不良原因代码、OEE自动计算Excel模板
一、工位触屏OEE必须采集字段
1. 人员基础字段
- 员工工号
- 员工姓名
- 班组/班次(早/中/晚)
2. 生产工单字段
- 生产工单号
- 产品编码
- 产品名称
- 工序名称/工序号
- 产品批次号
3. 设备状态字段(OEE时间维度核心)
- 设备编号
- 设备名称
- 设备当前状态:运行 / 待机 / 故障停机 / 换模换线 / 待料 / 调试 / 保养
- 状态开始时间(系统自动抓拍)
- 状态结束时间(系统自动抓拍)
- 停机原因编码
- 停机原因备注
4. 产量报工字段(OEE性能+质量维度核心)
- 计划投产数量
- 实际完工总数
- 良品数量
- 不良品数量
- 报废数量
- 理论单件加工工时(工艺预设)
- 不良原因编码
二、设备停机原因代码字典(直接录入系统下拉选项)
A类:计划停机
A01 班前会/交接班
A02 午休/固定休息
A03 计划性保养
A04 计划性点检
B类:故障停机
B01 机械故障
B02 电气故障
B03 液压/气动故障
B04 线路/电路故障
B05 模具损坏故障
C类:换型调整
C01 换产品换线
C02 换模具/换工装
C03 换刀具
C04 产品调机试机
D类:待料等待
D01 待原材料
D02 待上道工序来料
D03 待辅料/耗材
D04 等待质检放行
E类:其他停机
E01 现场5S整理
E02 临时停产通知
E03 人员离岗
E04 其他原因
三、生产不良原因代码字典(工位触屏下拉选用)
1. 物料类
L01 原材料尺寸偏差
L02 原材料材质不良
L03 来料外观缺陷
2. 设备类
S01 设备精度偏移
S02 模具磨损变形
S03 刀具磨损崩刀
3. 工艺作业类
G01 作业操作不规范
G02 工艺参数设置错误
G03 工装夹具定位偏差
4. 品质检测类
P01 尺寸超差
P02 外观瑕疵
P03 装配错位
P04 硬度/性能不达标
5. 其他
Q01 运输磕碰损坏
Q02 未知不良
四、OEE标准计算公式(系统直接内嵌)
- 时间开动率 = 实际开动时长 ÷ 负荷生产时长
- 性能开动率 =(总产量 × 理论单件工时)÷ 实际开动时长
- 合格品率 = 良品数量 ÷ 总产量
- OEE = 时间开动率 × 性能开动率 × 合格品率
五、OEEExcel自动计算模板(你直接照着建表即可)
表头字段(Excel列)
日期 | 班次 | 设备编号 | 负荷总时长(分钟) | 故障停机 | 换模停机 | 待料停机 | 其他停机 | 实际开动时长 | 理论单件工时 | 总产量 | 良品数 | 不良数 | 时间开动率 | 性能开动率 | 合格品率 | OEE
Excel内嵌公式(直接复制可用)
假设:
E=负荷时长,F=故障,G=换模,H=待料,I=其他
L=总产量,M=良品,K=理论单件工时
- 实际开动时长:
=E2-F2-G2-H2-I2 - 时间开动率:
=J2/E2 - 性能开动率:
=(L2*K2)/J2 - 合格品率:
=M2/L2 - OEE:
=N2*O2*P2
输入基础数据,自动出三大率+最终OEE。
六、落地使用建议
- 把停机代码、不良代码直接导入工位触屏下拉菜单,工人不用打字,点选即可;
- 时间、状态系统自动计时,减少人工手动填;
- 每日自动生成:单设备、产线、车间OEE报表;
- 可对接大屏看板,实时滚动OEE排名、停机TOP10原因。