
一、项目背景
某汽车零部件焊接生产线核心控制系统采用西门子 S7-300 PLC ,通过 9 针 MPI 接口连接西门子 TP177B 触摸屏 ,承担焊接参数控制、设备状态监测等核心任务。随着产线数字化升级需求,需实现三大目标:一是扩展西门子 S7-1500 PLC实现协同控制;二是兼容多品牌触摸屏接入;三是打通以太网数据通道,对接 MES 系统。
二、核心痛点
-
通讯接口单一:S7-300 仅保留 1 个 MPI/DP 口,无法直连以太网,新增 S7-1500 PLC 需额外硬件,改造成本高。
-
触摸屏扩展受限:原 MPI 接口被占用,新增非西门子触摸屏需复杂转接,布线杂乱、故障点多。
-
数据传输低效:传统 MPI 通讯速率低(最高 12Mbps),程序备份、数据采集耗时久,无法满足实时监控需求。
-
改造限制严格:产线 24 小时连续生产,需实现零停机改造,且不修改原 PLC 程序。
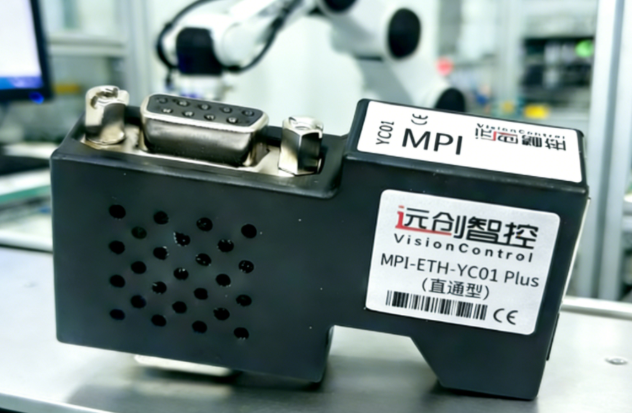
三、解决方案:远创智控 MPI-ETH-YC01 Plus 直通型
- 产品核心功能亮点

- 硬件部署方案
(1)设备清单
• 核心控制:西门子 S7-300 PLC(CPU315-2DP,6ES7315-2AG10-0AB0)
• 扩展控制:西门子 S7-1500 PLC(CPU1511-1 PN,6ES7511-1TK01-0AB0)
• 转换模块:远创智控 MPI-ETH-YC01 Plus 直通型
• 辅助设备:赫斯曼工业交换机(OCTOPUS8M-POE)、MPI 分接头(6ES7972-0BA12-0XA0)
(2)安装步骤
-
安全确认:办理产线临时停机手续,佩戴防静电手环,断开控制柜电源,将 S7-300 PLC 切换至 STOP 状态。
-
MPI 总线改造:在原 MPI 总线接入分接头,主线连接 S7-300 PLC MPI 口,支线 1 接原 TP177B 触摸屏,支线 2 接远创智控 MPI-ETH-YC01 Plus 的 DB9 公口;设置终端电阻:S7-300 与触摸屏端为 ON,模块端为 OFF。
-
以太网连接:将模块 RJ45 网口通过工业网线接入赫斯曼交换机,S7-1500 PLC 网口同步接入同一交换机,实现双 PLC 网络互通。
-
供电与固定:从 S7-300 电源模块引出 24V DC 电源,接入模块供电端子;将模块固定在控制柜导轨上,整理布线。

-
软件配置步骤
-
模块基础配置:电脑直连模块默认 IP(192.168.0.100),通过 Web 界面(用户名 / 密码:admin/admin)设置模块 IP 为 192.168.1.50(与车间网络同网段),MPI 参数配置为波特率 187.5Kbps、PLC 站址 3(与原设备无冲突)。
-
S7-300 配置:无需修改原程序,通过 NetDevice 软件配置 MPI 通讯参数,建立数据映射表,指定需交互的 DB 块地址(如 DB10.DBW0 对应焊接厚度参数)。
-
S7-1500 配置:在 TIA Portal 中添加 S7-1500 设备,设置 IP 为 192.168.1.30,通过 TSEND/TRCV 指令建立与模块的 S7TCP 连接,配置数据读写映射关系。
-
触摸屏配置:将原 TP177B 触摸屏通讯路径切换至模块九针口,新增威纶通 MT8102 iE 触摸屏通过 RS485 端子接入模块,配置 Modbus RTU 转 TCP 参数。
-
通讯验证:使用 Ping 命令测试模块与交换机、S7-1500 的连通性,在 TIA Portal 中监控数据交互状态,确保读写正常。
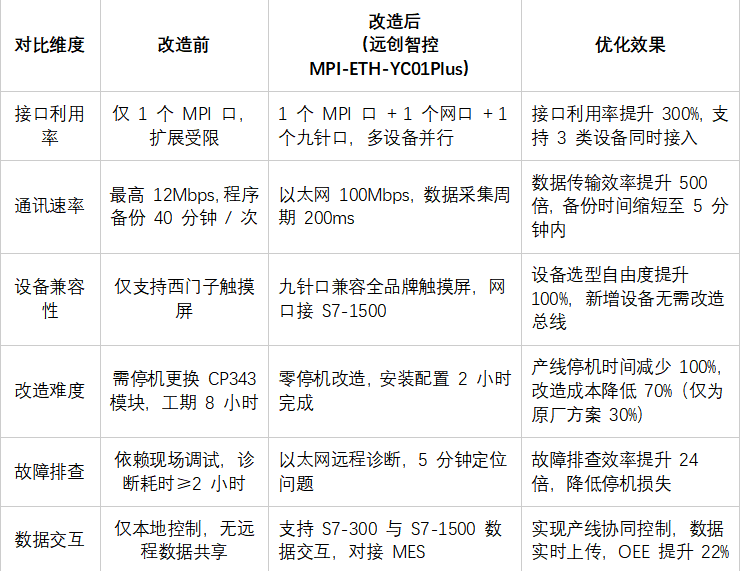
四、使用前后对比
五、方案价值总结
-
低成本高效升级:以远创智控 MPI-ETH-YC01 Plus(单台成本约 980 元)替代原厂 CP343 模块(成本超 4000 元),改造总成本降低 70%,投资回收期<6 个月。
-
零风险改造:无需修改原 S7-300 程序,不影响现有生产,实现 "无缝升级",适配 24 小时连续产线需求。
-
全场景适配:支持多品牌触摸屏、多型号 PLC 接入,兼容 Modbus TCP 协议,为后续产线扩展预留充足空间。
-
稳定可靠运行:工业级硬件设计,抗干扰能力强,断线重连响应<5 秒,保障产线连续稳定生产。
六、总结
远创智控 MPI-ETH-YC01 Plus 直通型以太网转换器,通过 MPI 转以太网、双接口扩展、多协议兼容三大核心能力,精准解决西门子 S7-300 PLC 老旧接口、扩展受限的痛点。本案例实现了 S7-300 与 S7-1500 协同控制、多品牌触摸屏接入及以太网数据上传,为老旧 PLC 产线数字化改造提供了高性价比、高可靠的解决方案,适用于汽车制造、新能源、光伏等多行业存量设备升级场景。
相关技术交流请给邵工留言