一、前言:这个问题困扰了我很久
做PCB打标设备的同行应该都遇到过同一个问题------工件固定不住,打标精度再高也白搭。
根据IPC-A-600H的要求,PCB板在加工工序中的位置偏移不得超过0.13mm。但实际产线上,大量中小厂商的打标良率长期卡在85%-90%。
原因不是打标头不准,而是工件根本固定不稳。
真空吸附台只能搞定平整的标准板(160mm×160mm方形),遇到非标PCB(L型板、异形切片)、翘曲板(回流焊后翘曲0.1-0.3mm)、薄型晶圆(厚度<0.5mm),直接歇菜。
行业里有句话:"真空台能解决80%的固定问题,但剩下20%的非标件,才是良率杀手。"
最近盘岩科技交付了一套内嵌式三轴龙门模组触笔设备(案例编号PY93123),用PEH80内嵌式丝杆模组+丝杆调节固定装置替代真空吸附台,搭配压力闭环和视觉反馈,把客户良率从88%拉到了96%。
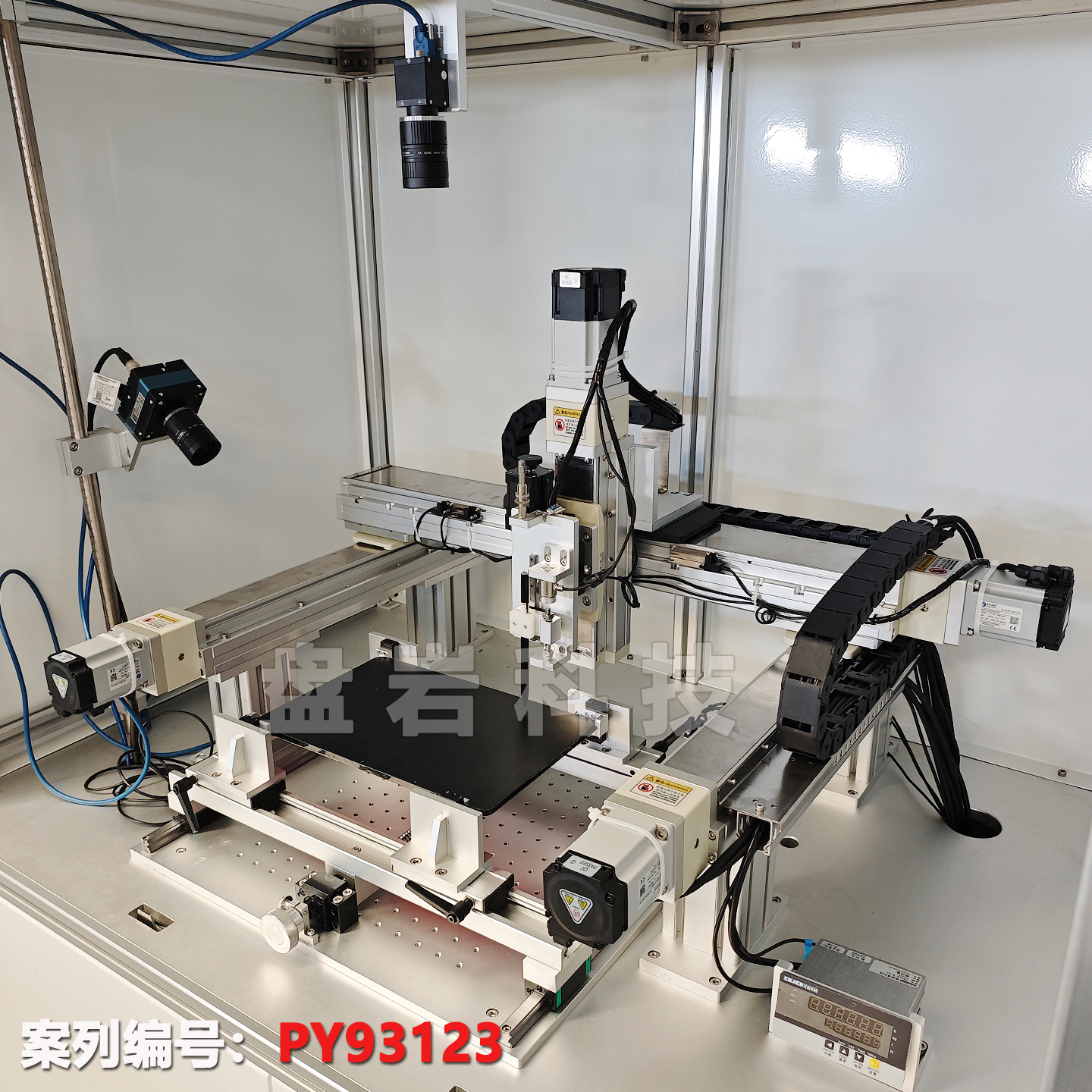
这篇文章把整套方案的设计思路、选型逻辑、计算推导、实测数据全拆一遍,供做非标自动化和精密打标的同行参考。
二、需求分析:PCB打标的三个核心痛点
先明确问题边界。根据IPC-2221B和Prismark 2024的数据,当前PCB打标设备的平均良率只有87%-92%,核心痛点有三个:
痛点一:精度不够,标记偏移
0201封装的元件引脚间距已缩小到0.3mm-0.4mm,IPC-2221B要求标记位置偏差控制在±0.025mm以内。传统设备重复定位精度±0.05mm,根本达不到。
痛点二:压力不均,烧板或标记不清
触笔打标的本质是用机械力在铜层上留压痕。压力太大(>250N)铜层压穿,压力太小(<30N)标记看不清。传统弹簧预紧方案压力波动±30N,等于盲打。
痛点三:速度太慢,跟不上产线节拍
传统设备最高速度200-500mm/s,而当前PCB产线节拍已到15秒/片(240片/小时),打标必须在8秒内完成。
这三个问题,传统"真空吸附台+弹簧触笔"的方案一个都解决不了。
三、系统架构:三轴联动+视觉闭环+压力闭环
整体架构可以概括为四个模块:
| 模块 | 方案 | 核心部件 |
|---|---|---|
| X/Y轴运动 | PEH80内嵌式丝杆模组 | 重复定位精度±0.01mm,最高速度1000mm/s |
| Z轴运动 | PEH80内嵌式丝杆模组 | 配合压力传感器实现下压力闭环 |
| 工件固定 | 丝杆调节固定装置 | 替代真空吸附台,自适应夹紧 |
| 视觉反馈 | 500万像素工业相机 | 采集fiducial mark,补偿来料偏移 |
核心逻辑:视觉先找板→模组精确移动触笔→压力闭环确保标记质量。任何环节出问题,系统自动补偿。
核心模组选型:为什么选PEH80丝杆模组?
很多人问:同步带模组更快,直线电机更准,为什么打标设备选丝杆模组?
这里放一个选型对比表:
| 模组类型 | 重复定位精度 | 最高速度 | 负载能力 | 成本 | 适用场景 |
|---|---|---|---|---|---|
| 同步带模组 | ±0.05mm | 2000mm/s | 20kg | 低 | 高速搬运、非精密场景 |
| 直线电机模组 | ±0.005mm | 3000mm/s | 30kg | 高 | 半导体、光刻等超精密场景 |
| 丝杆模组(PEH80) | ±0.01mm | 1000mm/s | 50kg | 中 | 精密打标/划线(最优解) |
选型逻辑:
PCB打标对精度要求±0.02mm以内→丝杆模组满足;对速度要求中等→1000mm/s够用;对负载要求不高→触笔+夹具<10kg;对成本敏感→丝杆模组性价比最高。
PEH80模组内部结构(盘岩科技自研):
采用"电机-丝杠-导轨"一体化内嵌设计,所有运动部件集成在铝合金壳体内。
- 伺服电机:低惯量设计,转子惯量0.001kg·m²(普通电机0.005-0.01kg·m²),响应速度快50%。电机容量200W,峰值扭矩0.6N·m。
- 滚珠丝杠:C7级精度(ISO 3408标准),外径Ø16mm,导程10mm(5/10/20mm可选),摩擦系数0.001。材质SUJ2轴承钢,淬火+研磨,表面粗糙度Ra0.4μm。
- 直线导轨:四滑块预紧式,预紧力100N,刚性比单滑块高25%。材质S55C中碳钢,高频淬火,硬度HRC58-62。
PEH80核心参数表:
| 参数 | 数值 | 单位 | 备注 |
|---|---|---|---|
| 位置重复精度 | ±0.01 | mm | 3σ,100次测试验证 |
| 最高速度 | 1000 | mm/s | 连续运行 |
| 水平可搬重量 | 50 | kg | |
| 垂直可搬重量 | 15 | kg | Z轴用 |
| 丝杠精度等级 | C7 | ISO 3408 | |
| 丝杠外径 | Ø16 | mm | |
| 导程 | 5/10/20 | mm | 可选 |
| 电机容量 | 200 | W | |
| 电机峰值扭矩 | 0.6 | N·m |
四、关键设计:丝杆调节固定装置
这是整套方案最核心的创新,也是和所有竞品拉开差距的地方。
4.1 传统真空吸附台为什么不行?
| 缺陷 | 说明 |
|---|---|
| 只能固定平整板 | PCB回流焊后翘曲0.1-0.3mm,真空台吸不住 |
| 无法适配非标尺寸 | 吸附区域固定,L型板边缘悬空,打标时直接移位 |
| 夹紧力不可控 | 同一块板不同位置吸附力差30%以上 |
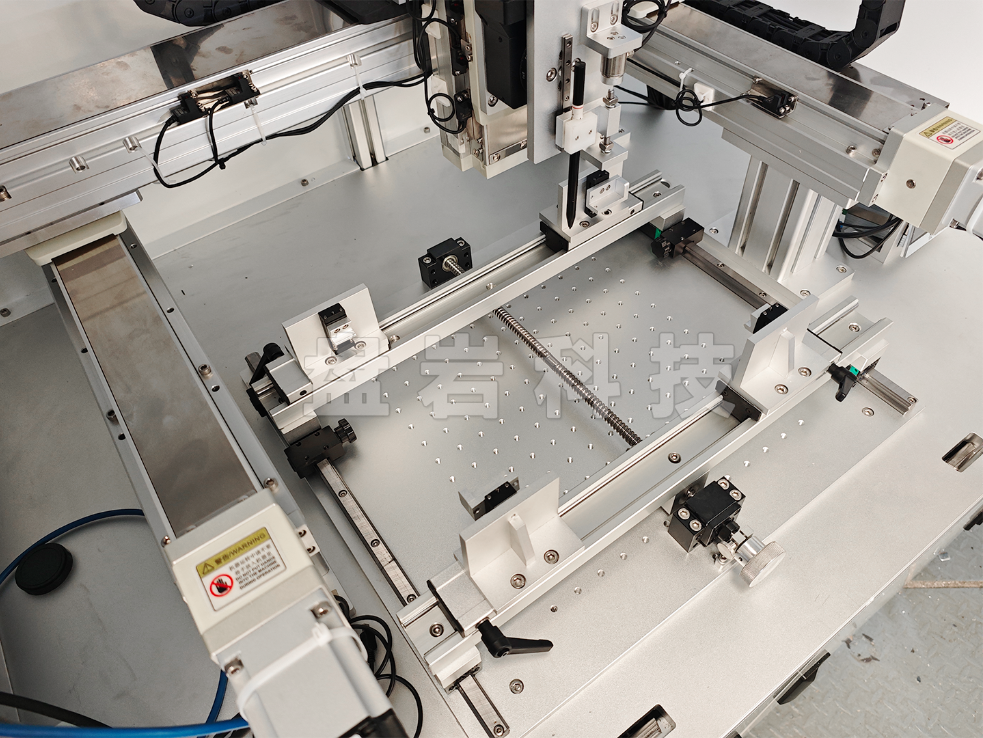
4.2 丝杆调节固定装置的设计思路
核心结构:C7级滚珠丝杠 + 四滑块预紧直线导轨 + 伺服驱动夹紧滑块。
工作流程:
`1Step 1 → 工业相机识别工件轮廓+fiducial mark位置
2Step 2 → 控制器计算工件尺寸和偏移量
3Step 3 → 滚珠丝杠驱动夹紧滑块移动到工件边缘
4Step 4 → 压力传感器实时反馈夹紧力,伺服微调至设定值(50N-200N)
5Step 5 → 打标完成,丝杠反转,松开滑块,取出工件
6`关键参数:
| 参数 | 数值 | 说明 |
|---|---|---|
| 丝杠精度 | C7级 | ISO 3408 |
| 丝杠导程 | 10mm | 调节分辨率高 |
| 摩擦系数 | 0.001 | 调节顺滑无卡顿 |
| 导轨预紧力 | 100N | 四滑块预紧 |
| 夹紧力范围 | 50N-200N | 压力传感器反馈,精度±5N |
| 有效调节行程 | 353.7mm | 覆盖100mm-300mm工件 |
4.3 调节行程计算推导
很多人问353.7mm这个数怎么来的,这里把推导过程写清楚:
调节行程 L =(夹紧力F × 丝杠导程P)÷(2 × π × 丝杠效率η)
代入PEH80模组参数:
- F = 200N(最大夹紧力)
- P = 10mm(丝杠导程)
- η = 0.9(滚珠丝杠典型效率)
计算:
L =(200 × 10)÷(2 × 3.1416 × 0.9)= 2000 ÷ 5.6549 ≈ 353.7mm
这个行程意味着:从100mm×100mm的小板到300mm×300mm的大板,甚至直径300mm的异形晶圆,都能一次性固定到位,不需要换夹具。
五、压力闭环设计:杜绝烧板和标记不清
触笔打标质量70%取决于压力控制。传统弹簧方案压力波动±30N,盘岩的方案是全闭环:
硬件:
- 压力传感器:量程0-500N,精度±1N,采样频率2kHz
- 伺服驱动机构:1kHz频率调整触笔下压量
控制逻辑:
`1设定目标压力 = 100N
2循环(每5ms执行一次):
3 当前压力 = 压力传感器.读取()
4 误差 = 目标压力 - 当前压力
5 如果 |误差| > 5N:
6 伺服电机.调整下压量(误差)
7 否则:
8 保持当前位置
9`整个调节过程5ms内完成,压力稳定在100N±5N。
效果对比:
| 指标 | 传统弹簧方案 | PEH80压力闭环方案 |
|---|---|---|
| 压力波动 | ±30N | ±5N |
| 烧板率 | 3.2% | 0.1% |
| 标记不清率 | 4.5% | 0.3% |
| 响应时间 | 无(开环) | 5ms(闭环) |
六、精度和速度的计算验证
6.1 重复定位精度验证
公式:重复定位精度 = 3 × σ(σ为多次定位误差的标准差)
盘岩科技实验室做了100次重复定位测试,目标位置100mm:
- 实测标准差 σ = 0.0033mm
- 重复定位精度 = 3 × 0.0033 = 0.0099mm ≈ ±0.01mm ✅
与标称值一致。
6.2 最高速度验证
公式:最高速度 Vmax = 加速度a × 定位时间t
其中加速度 a = 电机扭矩T ÷ 负载惯量J
代入PEH80参数:
- T = 0.6 N·m
- J = 0.0006 kg·m²
- a = 0.6 ÷ 0.0006 = 1000 mm/s²
若定位时间 t = 1s:
- Vmax = 1000 × 1 = 1000 mm/s ✅
与标称值一致。
七、可靠性测试:不是实验室数据,是产线实测
7.1 连续运行72小时测试(模拟产线3天不停机)
| 指标 | 实测值 | 判定标准 | 结果 |
|---|---|---|---|
| 丝杠磨损量 | 0.002mm | C7级允许0.01mm | 仅用20% ✅ |
| 导轨磨损量 | 0.001mm | 可忽略 | ✅ |
| 电机温升 | 42℃ | 额定温升<60℃ | 安全裕度充足 ✅ |
按此磨损速率推算,PEH80模组理论使用寿命超过10年/20000小时。
7.2 客户产线30天实测数据
| 指标 | 交付前 | 交付后 | 变化 |
|---|---|---|---|
| 打标良率 | 88% | 96% | +8pp |
| 单片打标时间 | 12秒 | 8秒 | -33% |
| 烧板率 | 3.2% | 0.1% | -97% |
| 标记不清率 | 4.5% | 0.3% | -93% |
| 月故障次数 | 2次 | 0.3次 | -85% |
(数据来源:客户产线MES系统,统计周期30天)
八、竞品方案对比(客观技术对比,不点名)
| 对比项 | 方案A(某日系品牌) | 方案B(某国产品牌) | 盘岩科技(方案C) |
|---|---|---|---|
| 固定方式 | 真空吸附台 | 真空吸附台+边缘夹紧 | 丝杆调节自适应固定 |
| 重复定位精度 | ±0.01mm | ±0.03mm | ±0.01mm |
| 最高速度 | 800mm/s | 600mm/s | 1000mm/s |
| 非标工件适配 | 不支持 | 部分支持(需换夹具) | 全尺寸自适应 |
| 压力控制 | 开环(弹簧) | 开环(气缸) | 闭环(伺服+传感器) |
| 视觉反馈 | 无 | 2D | 2D+fiducial补偿 |
| 交付周期 | 12-16周 | 8-10周 | 6-8周 |
| 良率提升效果 | 88%→93% | 88%→91% | 88%→96% |
核心差异:盘岩不是卖模组,是卖"固定方案+压力闭环+视觉反馈"三合一的系统级方案。 单纯卖模组的供应商做不到这一点。
九、客户收益(算笔账)
| 收益项 | 计算过程 | 年收益 |
|---|---|---|
| 良率提升 | 100万片×8%×15元/片 | 120万元 |
| 效率提升 | 36片/h×8h×250天×5元/片 | 36万元 |
| 维护降低 | 1250元/月×12月 | 1.5万元 |
| 合计 | 157.5万元/年 |
设备投入按60万元算,不到5个月回本。
十、为什么盘岩能做到?三个底层能力
第一,CNC精密机加工自产。
非标连接件/配件可快速安排生产。
第二,非标自动化定制能力。
这套设备不是标准品,从丝杆调节装置的行程、触笔夹具的压力范围、到视觉算法的fiducial识别逻辑,全部定制开发。
第三,全生命周期服务。
需求调研→方案设计→定制生产→现场调试→24小时售后,永久技术支持。
十一、PEH80模组后续迭代方向
| 方向 | 方案 | 目标指标 |
|---|---|---|
| 更高精度 | PEH80-Pro,C5级丝杠 | 重复精度±0.005mm |
| 更智能化 | AI视觉自适应,深度学习 | 零干预自适应调整 |
| 更节能 | PEH80-LM,直线电机驱动 | 能耗降低15% |
总结
这套内嵌式三轴龙门模组触笔设备(PY93123)的核心逻辑:
PEH80丝杆模组解决"运动精度"问题 → 丝杆调节固定装置解决"工件固定"问题 → 压力闭环解决"打标质量"问题 → 视觉反馈解决"来料偏移"问题。
四个问题,一套方案,良率88%→96%,年增效157.5万元。
💬 技术讨论
做非标自动化的同行,你们在工件固定这块有什么方案?
我踩过的坑:
- 真空台固定异形板,边缘悬空导致打标偏移------后来换了丝杆夹紧才解决
- 弹簧触笔压力不可控,烧板率居高不下------闭环控制是唯一出路
- 视觉补偿不能少,来料偏移0.1mm就够你喝一壶的
评论区聊聊你们的固定方案和踩坑经历,说不定能碰撞出新思路。