钢材表面缺陷目标检测数据集:6类别 | 目标检测
源码数据分享
通过网盘分享的文件:六类钢材表面缺陷数据集
链接: https://pan.baidu.com/s/1xzKKYG7-6SO4MryFZhkDZQ?pwd=k1ek
提取码: k1ek
一、钢材表面缺陷检测的行业背景
1.1 钢铁工业的战略地位
钢铁是现代工业的基础材料,被誉为"工业粮食"。中国是全球最大的钢铁生产国和消费国,粗钢产量占全球总量的50%以上。2025年中国粗钢产量约9.5亿吨,钢材广泛应用于建筑、汽车、船舶、家电、机械等国民经济的各个领域。
钢材表面质量直接影响下游产品的性能和安全性:
- 建筑用钢:表面缺陷可能导致结构强度不足
- 汽车用钢:表面缺陷影响涂装质量和外观
- 家电用钢:表面缺陷影响产品外观和耐腐蚀性
- 管线用钢:表面裂纹可能导致泄漏事故
- 桥梁用钢:表面缺陷影响疲劳寿命
1.2 传统质检方式面临的挑战
钢材表面缺陷检测传统上依赖人工目视检查,但在现代高速生产线上,这种方式已无法满足需求:
效率瓶颈:
- 热轧线速度可达10-20米/秒
- 人工检查无法跟上生产速度
- 只能抽检,无法覆盖全部产品
一致性问题:
- 不同检测人员标准不统一
- 同一人员在不同时段判断可能不一致
- 疲劳导致注意力下降,漏检率上升
精度局限:
- 微小缺陷(如微裂纹)肉眼难以发现
- 低对比度缺陷(如轻微斑块)容易忽略
- 复杂背景干扰判断
成本问题:
- 需要大量专业检测人员
- 培训成本高、周期长
- 人员流动带来管理困难
数据缺失:
- 人工检测难以系统化记录缺陷数据
- 缺乏历史数据支撑质量追溯和工艺优化
- 无法形成数据驱动的质量改进闭环
1.3 机器视觉检测的技术优势
基于计算机视觉的钢材表面缺陷自动检测技术,相比人工检测具有显著优势:
| 对比维度 | 人工检测 | 机器视觉检测 |
|---|---|---|
| 检测速度 | 慢,受限于人眼反应速度 | 快,毫秒级响应 |
| 覆盖率 | 抽检,覆盖率<10% | 全检,覆盖率100% |
| 一致性 | 受主观因素影响大 | 算法驱动,标准统一 |
| 微小缺陷 | 肉眼难以发现 | 可检测亚毫米级缺陷 |
| 工作时长 | 8小时/天,需要轮班 | 24小时/天,不间断 |
| 数据记录 | 难以系统化 | 自动记录,可追溯 |
| 环境适应 | 高温、噪音环境不适 | 不受环境影响 |
1.4 钢材表面缺陷检测的技术演进
钢材表面缺陷检测技术经历了从传统图像处理到深度学习的演进:
传统图像处理阶段(2000s-2015):
- 边缘检测(Sobel、Canny)
- 纹理分析(GLCM、LBP)
- 阈值分割
- 模板匹配
- 局限:依赖手工特征,泛化能力差
传统机器学习阶段(2015-2020):
- HOG + SVM
- 特征工程 + 随机森林
- 局限:特征设计耗时,性能有天花板
深度学习阶段(2020至今):
- 基于YOLO/Faster R-CNN的目标检测
- 基于U-Net的语义分割
- 基于Vision Transformer的新架构
- 优势:端到端学习,性能大幅提升
二、数据集全面解析
2.1 核心规格参数
| 参数项 | 具体数值/描述 |
|---|---|
| 图像总量 | 6000张 |
| 类别数量 | 6类(裂纹、夹杂、斑块、麻面、氧化皮压入、划痕) |
| 标注方式 | YOLO格式边界框标注 |
| 数据来源 | 真实工业生产场景 |
| 数据划分 | train / valid / test |
| 适配模型 | YOLOv5/v8/v11、Faster R-CNN等 |
2.2 六类缺陷详解
| 类别名称 | 英文名称 | 缺陷描述 | 成因分析 | 检测难点 |
|---|---|---|---|---|
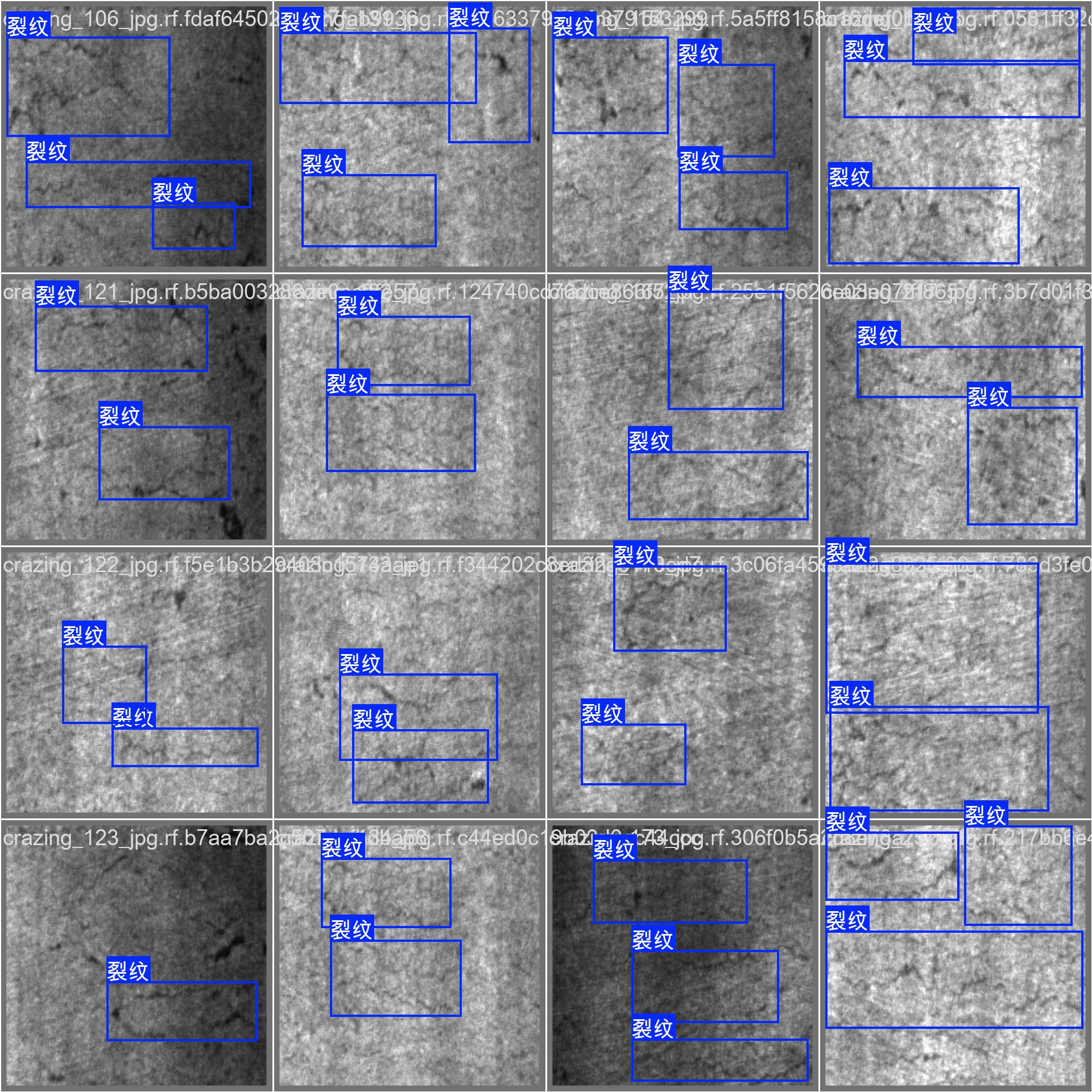
| 裂纹 | crazing | 表面微裂纹,呈龟裂状网络分布 | 冷却不均、应力集中 | 裂纹宽度极小,对比度低 |
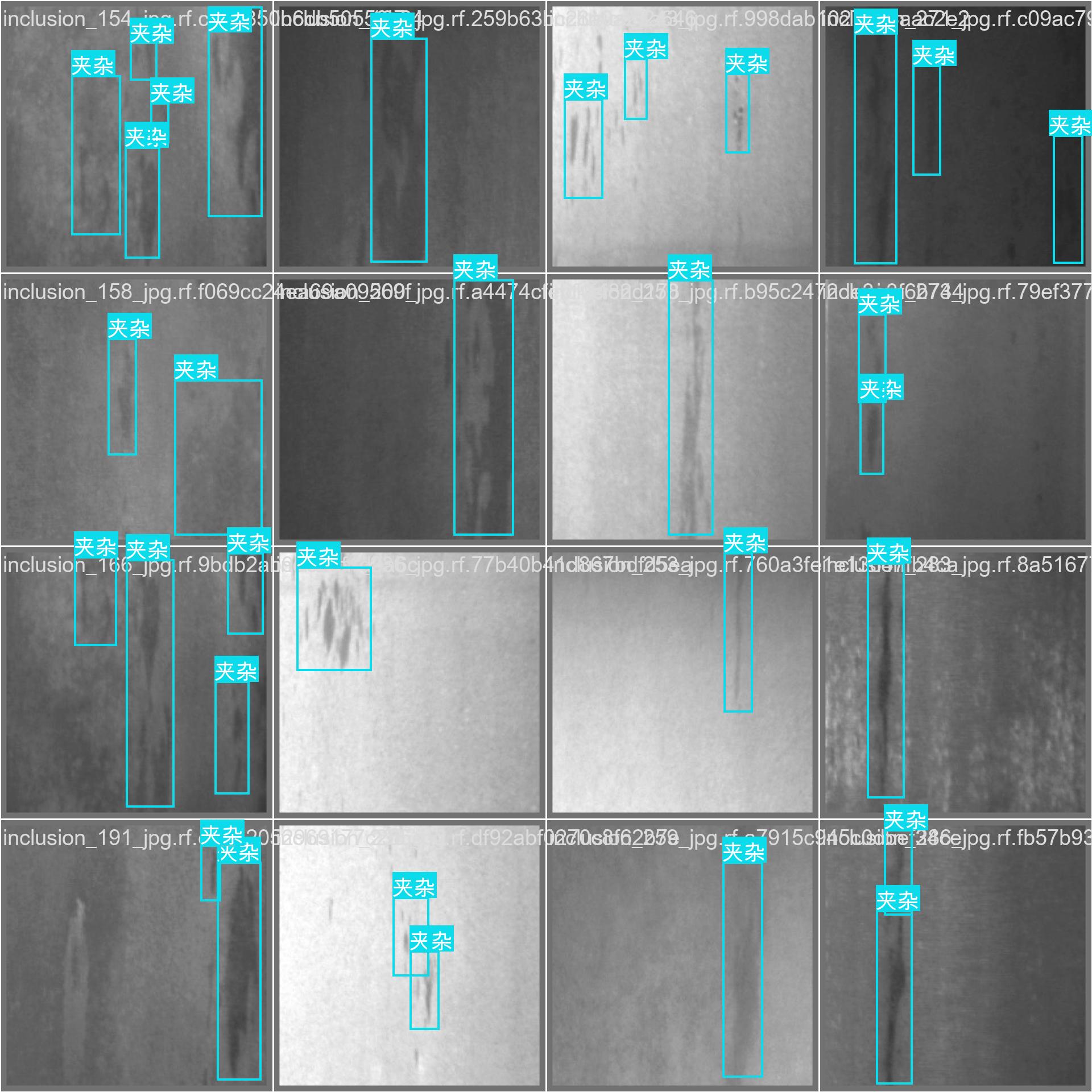
| 夹杂 | inclusion | 非金属杂质,呈点状或条状 | 冶炼过程中夹杂物残留 | 尺寸变化大,与正常纹理区分 |
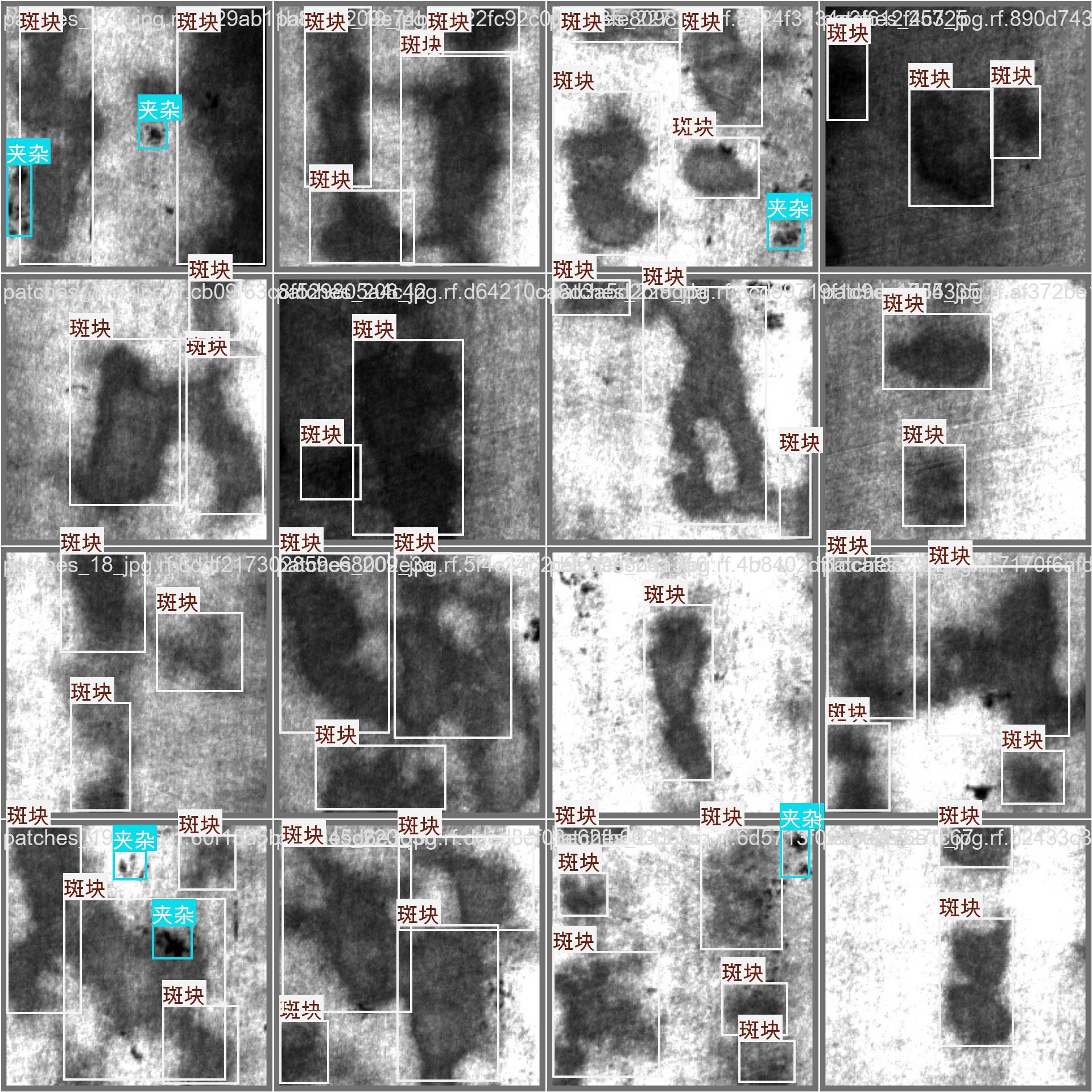
| 斑块 | patches | 表面局部变色或异常区域 | 氧化不均、化学污染 | 边界模糊,与正常色差难区分 |
| 麻面 | pitted_surface | 表面凹凸不平,呈点状分布 | 轧辊表面磨损、酸洗过度 | 特征细微,容易与正常纹理混淆 |
| 氧化皮压入 | rolled-in_scale | 热轧过程中异物压入表面 | 氧化皮未清除即轧制 | 形态不规则,与划痕相似 |
| 划痕 | scratches | 线性刮擦痕迹 | 输送设备刮擦、操作不当 | 方向性特征明显,但宽度变化大 |
2.3 缺陷的工业影响分析
不同类型的缺陷对钢材性能的影响程度不同:
裂纹(crazing):
- 影响等级:极高
- 危害:裂纹扩展可能导致材料断裂
- 处理:必须降级或报废
- 检测要求:零漏检
夹杂(inclusion):
- 影响等级:高
- 危害:影响材料强度、塑性和疲劳性能
- 处理:根据严重程度降级
- 检测要求:低漏检
斑块(patches):
- 影响等级:中
- 危害:影响外观和耐腐蚀性
- 处理:根据面积和位置判断
- 检测要求:中精度
麻面(pitted_surface):
- 影响等级:中
- 危害:影响表面质量和涂装附着力
- 处理:根据密度和深度判断
- 检测要求:中精度
氧化皮压入(rolled-in_scale):
- 影响等级:中-高
- 危害:影响表面质量和后续加工
- 处理:根据面积和深度判断
- 检测要求:中精度
划痕(scratches):
- 影响等级:低-中
- 危害:影响外观,深划痕可能影响性能
- 处理:根据深度和长度判断
- 检测要求:区分深浅划痕
2.4 数据采集环境
本数据集的图像来源于真实工业生产场景,覆盖了钢材生产的关键工序:
热轧产线:
- 高温环境(600-1000°C)
- 水雾和蒸汽干扰
- 高速运动(10-20m/s)
- 震动环境
冷轧产线:
- 常温环境
- 清洁表面
- 中速运动(5-15m/s)
- 反光干扰
精整区域:
- 检查台固定拍摄
- 标准化照明
- 静态图像
- 高分辨率
2.5 图像特征分析
钢材表面图像具有以下典型特征:
低对比度:缺陷与正常表面的灰度差异可能很小,特别是在早期或轻微缺陷情况下。
纹理背景:正常钢材表面本身就具有纹理(如轧制纹路),缺陷需要在这种纹理背景中被识别出来。
方向性特征:轧制纹路具有明显的方向性,某些缺陷(如划痕)的方向与轧制方向一致,增加了区分难度。
光照不均:大尺寸钢材表面的光照难以做到完全均匀,边缘和中心区域亮度差异大。
反射干扰:金属表面的镜面反射可能产生高光区域,干扰缺陷检测。
三、模型训练与优化
3.1 数据集配置
yaml
# steel_defect.yaml
path: database/六类钢材表面缺陷数据集
train: train/images
valid: valid/images
test: test/images
nc: 6
names:
0: crazing
1: inclusion
2: patches
3: pitted_surface
4: rolled-in_scale
5: scratches3.2 基线模型训练
python
from ultralytics import YOLO
model = YOLO('yolov8m.pt') # 工业质检推荐medium模型
results = model.train(
data='steel_defect.yaml',
epochs=200,
imgsz=640,
batch=24,
patience=50,
lr0=0.01,
mosaic=1.0,
mixup=0.05, # 工业场景保守使用
hsv_h=0.01, # 保守颜色增强
hsv_s=0.2,
hsv_v=0.3,
degrees=5, # 小幅旋转
translate=0.05,
scale=0.3,
fliplr=0.5,
project='steel_defect',
name='yolov8m_defect'
)3.3 工业质检场景的特殊优化
低对比度缺陷检测:
钢材表面缺陷与背景的对比度往往很低,需要特别优化:
- 预处理增强:CLAHE自适应直方图均衡化
- 特征金字塔增强:增强浅层特征对细节的捕捉能力
- 注意力机制:引导模型关注缺陷区域
- 多尺度训练:提升对不同尺度缺陷的适应能力
python
# CLAHE预处理
import cv2
def enhance_contrast(img):
gray = cv2.cvtColor(img, cv2.COLOR_BGR2GRAY)
clahe = cv2.createCLAHE(clipLimit=2.0, tileGridSize=(8,8))
enhanced = clahe.apply(gray)
return cv2.cvtColor(enhanced, cv2.COLOR_GRAY2BGR)纹理背景抑制:
正常轧制纹路可能干扰缺陷检测,需要抑制背景纹理:
- 频域滤波:在频域中去除周期性纹理
- 形态学运算:Top-hat变换提取亮缺陷,Black-hat变换提取暗缺陷
- 差分方法:与正常模板对比
方向性特征利用:
划痕等缺陷具有明显的方向性特征,可以加以利用:
- 方向梯度直方图(HOG)特征辅助
- 方向感知卷积核
- 旋转增强训练方向鲁棒性
光照不均校正:
python
# 光照校正
def correct_illumination(img):
gray = cv2.cvtColor(img, cv2.COLOR_BGR2GRAY)
# 低通滤波估计背景光照
bg = cv2.GaussianBlur(gray, (101, 101), 0)
# 校正
corrected = cv2.subtract(gray, bg)
corrected = cv2.add(corrected, 128) # 恢复亮度
return cv2.cvtColor(corrected, cv2.COLOR_GRAY2BGR)3.4 各类别专项优化
裂纹检测优化:
裂纹是最关键也是最难的检测目标:
- 提高输入分辨率,保留细微裂纹特征
- 使用更深的特征提取网络
- 在损失函数中增加裂纹类别的权重
- 后处理中连接断裂的裂纹段
划痕与氧化皮压入区分:
两者形态相似,区分策略:
- 分析方向一致性(划痕方向一致,氧化皮压入不规则)
- 分析边缘锐度(划痕边缘锐利,氧化皮压入边缘模糊)
- 使用更大感受野的特征图
3.5 类别不均衡处理
不同缺陷的出现频率差异很大:
| 缺陷类型 | 典型频率 | 样本充足度 |
|---|---|---|
| 划痕 | 常见 | 充足 |
| 斑块 | 较常见 | 较充足 |
| 夹杂 | 中等 | 中等 |
| 麻面 | 中等 | 中等 |
| 氧化皮压入 | 较少 | 偏少 |
| 裂纹 | 罕见 | 稀少 |
处理策略:
- Focal Loss:降低简单样本权重
- 过采样/Copy-Paste:增加少数类别样本
- 类别权重:在损失函数中增加少数类别权重
- 两阶段训练:先训练均衡子集,再用全量数据微调
四、工程部署方案
4.1 在线检测系统架构
钢材表面缺陷在线检测系统采用以下架构:
线阵相机 → 图像采集 → 预处理 → GPU/NPU推理 → 后处理 → 结果输出
↓ ↓
LED光源 分级判定 + 报警硬件配置:
| 组件 | 推荐规格 | 说明 |
|---|---|---|
| 线阵相机 | 8K-16K分辨率 | 覆盖钢板全宽度 |
| LED光源 | 高频闪烁 + 明场/暗场 | 突出缺陷特征 |
| 编码器 | 增量式编码器 | 同步采集与钢板运动 |
| GPU | RTX 4060以上 | 推理计算 |
| 工控机 | 无风扇嵌入式 | 防尘防水 |
采集参数:
- 横向分辨率:0.1-0.2mm/pixel
- 纵向分辨率:0.5-1mm/pixel
- 采集速度:与产线速度同步
- 图像位深:8bit灰度或24bit彩色
4.2 实时推理方案
python
class SteelDefectDetector:
def __init__(self, model_path, conf_thres=0.5):
self.model = YOLO(model_path)
self.conf_thres = conf_thres
self.class_names = ['crazing', 'inclusion', 'patches',
'pitted_surface', 'rolled-in_scale', 'scratches']
def detect(self, image):
"""单帧检测"""
results = self.model(image, conf=self.conf_thres, verbose=False)
defects = []
for result in results:
for box in result.boxes:
defects.append({
'class': self.class_names[int(box.cls)],
'confidence': float(box.conf),
'bbox': box.xyxy.tolist()[0],
'severity': self._assess_severity(box)
})
return defects
def _assess_severity(self, box):
"""评估缺陷严重程度"""
bbox = box.xyxy.tolist()[0]
area = (bbox[2] - bbox[0]) * (bbox[3] - bbox[1])
cls = int(box.cls)
# 裂纹严重程度最高
if cls == 0: # crazing
return 'critical'
# 大面积缺陷
elif area > 10000:
return 'major'
else:
return 'minor'4.3 分级判定与处置
根据检测结果进行分级判定:
| 等级 | 判定条件 | 处置方式 |
|---|---|---|
| 合格 | 无缺陷或缺陷在允许范围内 | 正常入库 |
| 降级 | 缺陷超限但可使用 | 降级销售 |
| 返工 | 缺陷可修复 | 返回精整处理 |
| 报废 | 严重缺陷不可修复 | 报废处理 |
4.4 性能指标要求
| 指标 | 要求 | 说明 |
|---|---|---|
| 检测率(召回率) | >99% | 裂纹零漏检 |
| 误检率 | <1% | 减少不必要降级 |
| 最小可检缺陷 | 0.2mm | 满足客户标准 |
| 检测速度 | 实时 | 跟上产线速度 |
| 系统可用性 | >99.5% | 减少停机损失 |
五、与工艺系统的集成
5.1 质量数据追溯
将缺陷检测数据与生产批次关联,实现质量追溯:
- 钢板ID关联:每块钢板的缺陷数据与唯一ID绑定
- 工艺参数关联:与温度、速度、压力等工艺参数关联
- 缺陷地图:生成钢板的缺陷分布图
- 历史查询:支持按批次、时间、缺陷类型查询
5.2 工艺优化反馈
利用缺陷数据驱动工艺优化:
- 缺陷趋势分析:监测特定缺陷的发生率变化
- 根因分析:结合工艺参数定位缺陷成因
- 参数调整建议:基于分析结果推荐工艺参数调整
- 闭环验证:验证调整效果
5.3 预测性维护
基于缺陷模式预测设备维护需求:
- 轧辊磨损预测:麻面缺陷增多暗示轧辊需要更换
- 导卫对中检测:划痕模式变化暗示导卫偏移
- 冷却系统监控:斑块分布异常暗示冷却不均
六、技术挑战与前沿方向
6.1 超高分辨率图像处理
钢材表面图像分辨率可达数万像素,直接输入模型计算量巨大。解决方案:
- 图像切片推理(SAHI)
- 线阵图像逐行处理
- 金字塔式多尺度推理
- 感兴趣区域(ROI)提取
6.2 低对比度缺陷增强
利用深度学习进行图像增强,提升低对比度缺陷的可见性:
- 基于GAN的缺陷增强
- 基于扩散模型的图像恢复
- 自监督对比学习增强特征
6.3 少样本缺陷检测
某些罕见缺陷(如裂纹)样本极少,少样本学习方法:
- 基于正样本的异常检测(如PaDiM、PatchCore)
- 少样本分类(如原型网络)
- 生成式数据增强
6.4 多模态融合检测
融合多种传感器信息:
- 可见光 + 红外:同时检测表面和温度异常
- 可见光 + 激光轮廓:获取表面三维形貌
- 可见光 + 涡流:检测亚表面缺陷
6.5 边缘智能与5G
- 5G低延迟传输:将高清图像传输到中心GPU集群
- 边缘-云协同:边缘快速初筛,云端精细分析
- 数字孪生:构建产线数字孪生,实时映射缺陷位置
七、模型评估与持续迭代
7.1 评估指标体系
工业质检的评估应关注以下维度:
| 维度 | 指标 | 要求 |
|---|---|---|
| 整体精度 | mAP50 | >90% |
| 裂纹检测 | 召回率 | >99% |
| 误检率 | FPR | <1% |
| 推理速度 | FPS | 与产线同步 |
| 最小检测尺寸 | 最小缺陷 | 0.2mm |
| 鲁棒性 | 不同批次一致性 | >95% |
7.2 持续迭代流程
部署上线 → 线上监控 → 误检/漏检收集 → 人工审核
↑ ↓
└── 模型更新 ← A/B测试 ← 重新训练 ← 数据标注7.3 模型版本管理
- 语义化版本号(如v1.2.3)
- 训练参数和数据的完整记录
- 性能指标的对比追踪
- 灰度发布机制
- 一键回滚能力
八、总结与展望
本6类钢材表面缺陷检测数据集以6000张高质量标注图像,覆盖裂纹、夹杂、斑块、麻面、氧化皮压入、划痕6类典型钢材表面缺陷,为工业视觉质检系统提供了坚实的数据基础。数据集来源于真实工业生产场景,缺陷类别覆盖全面,标注精度达到工程级水准。
从行业发展趋势看,AI视觉质检正在从"辅助工具"走向"核心能力"。随着深度学习技术的成熟和工业互联网的推进,基于AI的表面缺陷检测系统将在越来越多的钢材生产企业中部署,推动钢铁行业从"人工质检"向"智能质检"转型,提升产品质量、降低生产成本、增强市场竞争力。
未来,AI视觉质检技术将朝着更高精度、更低成本、更强适应性的方向发展。大模型的引入将降低标注数据需求,多模态融合将提升检测可靠性,端云协同将优化系统成本,而闭环数据飞轮将实现持续的性能提升。这些技术趋势将共同推动钢材表面缺陷检测进入智能化新时代。