该项目系为某世界五百强企业根据生产工艺量身设计研发的环保新材料自动下料码垛数字化产线,实现自动化稳定运行生产。
客户介绍
01
某客户属于新材料行业,生产主要产品有蜂窝催化剂、板式催化剂及回收再生处置,产品广泛应用于热电厂、玻璃、钢铁、水泥、垃圾焚烧厂等工业烟气脱硝治理工程项目。
客户主要面临以下问题:生产模式属于劳动密集型,生产效率比较低;生产环境恶劣,影响员工健康,易发职业病; 人工操作成品损耗多、良品率低;生产数据人工统计,生产趋势统计不准确、不可追溯。

项目方案
02
为解决以上问题,本方案使用西门子SIMATIC S7-1500控制器及MR30分布式IO控制方案,实现了针对物料工艺生产线的全自动化控制。
该客户生产线主要生产设备包括反应釜、干燥设备、混合设备、筛选设备、包装设备等。具体生产工艺如下图所示。
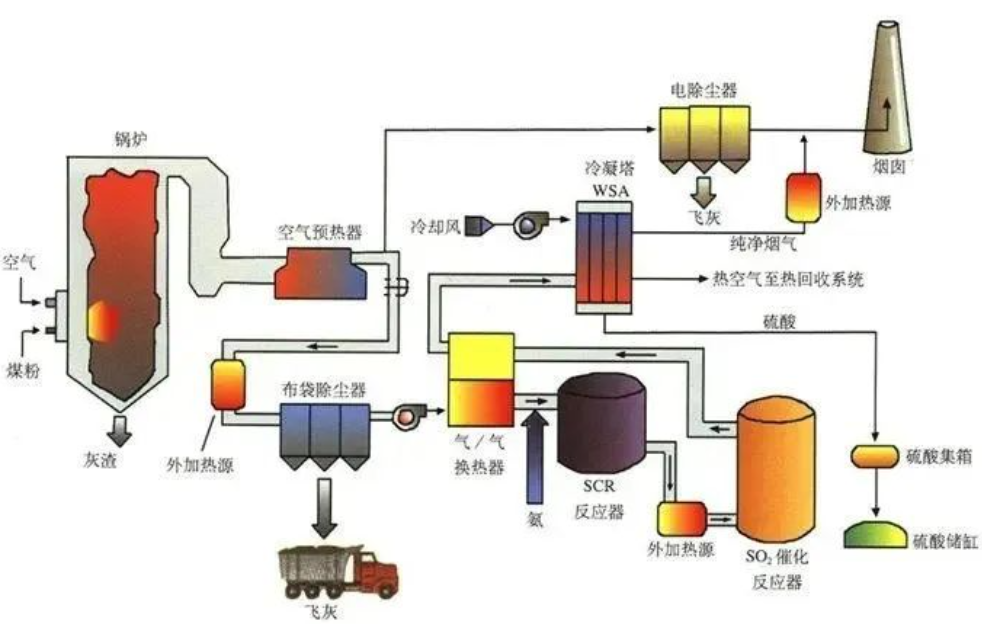
通过控制器的Profinet接口和明达技术MR30分布式IO、MG协议转换器的连接以及工业机器人等第三方的设备,对控制系统外的设备进行数据采集以及控制。
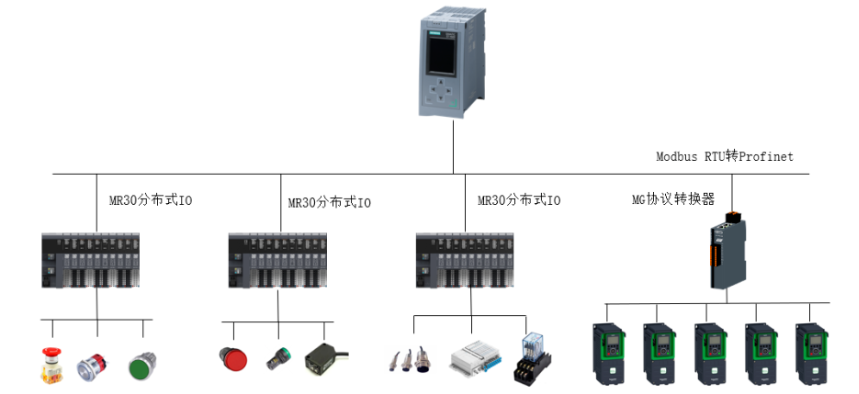
应用拓扑图
项目收益
03
运用以上方案,该项目获得的收益主要有:
降低用工成本:产线由多人高强度体力劳动,投产后1人轻松就可以轻松完成工作计划,大大降低用工成本,提高效益。
提升产品合格率:经过改进生产工艺,产线实现了成品质量的提升,相比人工大大减少了物料破损,进一步提高成品率;控制系统通过外部传感器信号及电机、阀门等执行机构,根据预设工艺自动执行相应的工艺动作,提高准确度,降低磕碰。
实时状态一目了然:实时采集来料数据,生产趋势一目了然。根据不同批次不同规格的物料自动居中下料、自动码垛;MG协议转换器的应用大大提高了第三方设备的数采效率。
操作轻松简单:控制系统根据现场控制信号、结合预设程序逻辑自动发出操作提示,大大降低产线操作难度;产线的操作控制系统傻瓜式操作,通过预设程序在生产的每一个步骤都有相应提示,大大降低新员工上岗与交接班的工作难度。