
一、项目背景
某重型商用车制造商针对智能渣土自卸车进行升级改造,需解决车辆底盘动力系统、上装举升系统、电控系统之间的实时协同控制难题。传统车型采用离散式控制架构,发动机、变速箱、举升伺服系统数据互不互通,存在举升动力分配不精准、油耗偏高、故障排查困难等问题。
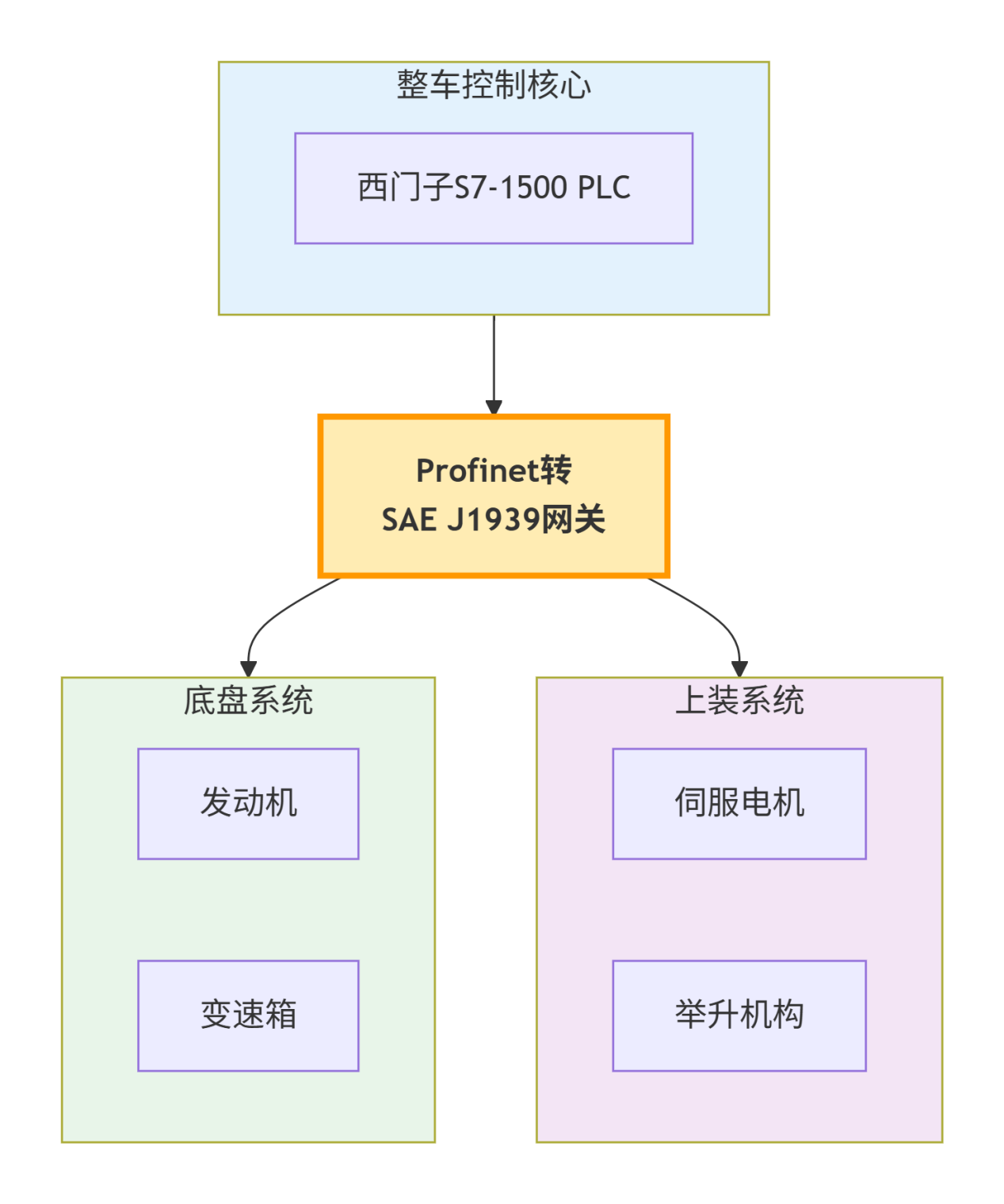
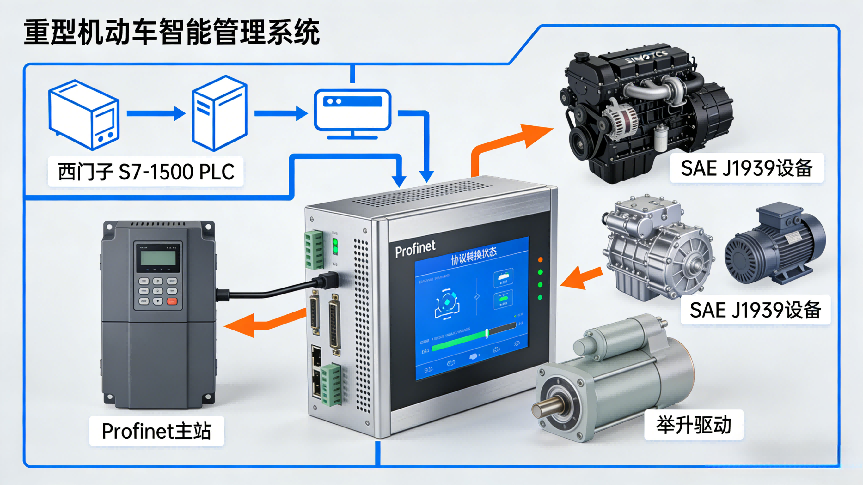
项目采用西门子 S7-1500 PLC (Profinet 主站)作为整车控制核心,搭配西门子 SIMOTICS S 系列伺服电机 (适配 SAE J1939 协议)驱动上装举升机构,并引入Profinet 转 SAE J1939 协议转换网关,搭建跨协议的全车设备互联链路,打造智能化、节能化的自卸车控制系统。
二、系统架构与协议应用逻辑
-
核心控制层 :西门子 S7-1500 PLC 作为Profinet 网络主站 ,通过Profinet 转 SAE J1939 协议转换网关实现协议双向转换,负责整车数据的采集、运算与指令下发。该网关内置双协议原生栈,可精准解析 Profinet 数据帧并映射为 SAE J1939 协议格式,同时支持反向数据传输,保障通信实时性与稳定性。
-
执行设备层
-
动力端:发动机、变速箱等底盘设备自带 SAE J1939 通信接口,实时上传转速、扭矩、油温等数据,经Profinet 转 SAE J1939 协议转换网关传输至 PLC。
-
执行端:西门子 SIMOTICS S 伺服电机通过 SAE J1939 协议与网关互联,接收经网关转换后的 PLC 举升/下降速度、位置指令,驱动自卸车上装举升液压缸。
-
数据交互流程:PLC 通过网关读取发动机实时扭矩数据,结合车厢载重传感器信号,动态调整伺服电机的举升速度与动力输出;同时伺服电机将运行电流、位置反馈等数据经网关回传 PLC,实现闭环控制。
三、核心功能实现
智能动力匹配传统自卸车举升时发动机需维持高转速,油耗较高。升级后,PLC 通过Profinet 转 SAE J1939 协议转换网关获取发动机负载状态,当检测到发动机扭矩充足时,提升伺服电机举升速度;当发动机处于低扭矩区间时,自动降低伺服转速,避免动力过载。经测试,整车举升作业油耗降低12%。
安全联锁控制PLC 通过网关实时监控伺服电机位置反馈与变速箱挡位信号,设置多重安全联锁:仅当车辆处于空挡、驻车制动生效时,伺服电机才允许启动举升动作;举升过程中若检测到伺服电机异常电流,立即触发急停指令,防止车厢举升失控。Profinet 转 SAE J1939 协议转换网关的毫秒级通信延迟,确保联锁指令执行无滞后。
故障诊断与远程运维系统将伺服电机运行故障码、发动机故障信息通过网关汇总至 PLC,再通过车载终端上传至云平台。维修人员可远程读取故障数据,定位问题根源(如伺服电机过载、传感器故障),故障排查时间从传统的 2 小时缩短至15 分钟。

四、应用成效
-
性能提升:伺服电机举升精度控制在 ±2mm,车厢举升 / 下降时间缩短 15%,作业效率显著提升;Profinet 转 SAE J1939 协议转换网关的稳定运行,保障了跨协议数据交互的零丢包率。
-
成本降低:动力匹配优化降低整车油耗,故障诊断智能化减少运维成本,单台车年节约运营成本超 1.2 万元;无需额外改造设备通信接口,大幅降低系统集成成本。
-
可靠性增强:Profinet 转 SAE J1939 协议转换网关具备工业级抗电磁干扰能力,适应重型商用车颠簸、粉尘的恶劣工况,搭配 SAE J1939 协议的高鲁棒性,系统故障率降低 80%。
五、方案亮点
Profinet 转 SAE J1939 工业智能网关的引入,实现了西门子 PLC Profinet 网络与重型商用车 SAE J1939 车载网络的无缝对接,打破了底盘与上装系统的 "数据孤岛";无需额外加装多套通信模块,简化系统架构的同时,保障了数据传输的实时性与稳定性,为重型商用车智能化升级提供了高性价比的解决方案。