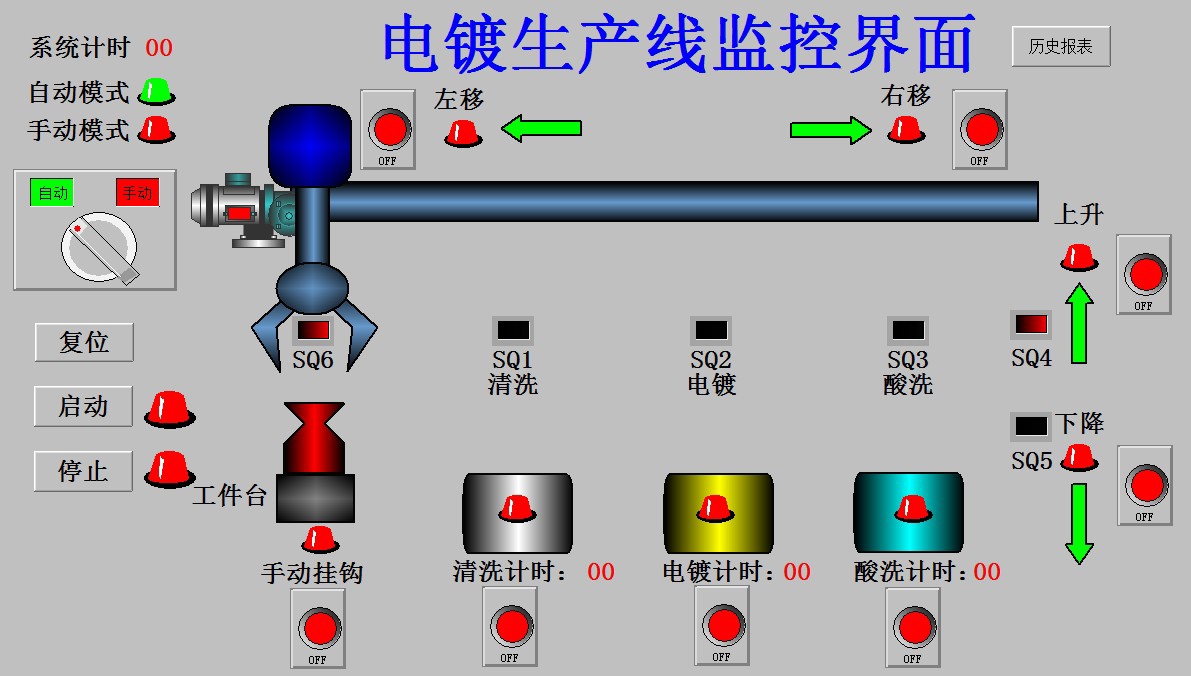
电镀生产线组态王6.53仿真程序5带配套西门子S7-200PLC程序和IO表,带运行效果视频
老司机玩工控的都知道,电镀线自动化最头疼的就是设备联动和时序控制。今天咱们直接上硬货,用组态王6.53配西门子S7-200做个仿真系统。别被"仿真"俩字唬住,这套组合拳打出来的效果跟真机运行基本没差。
先看IO配置表(图1),24点数字量输入输出把行车、升降臂、槽位传感器安排得明明白白。重点说下行车小车的自动往返逻辑,这段S7-200的梯形图有点意思:
STL
LD SM0.1 // 首次扫描置位
S Q0.0,1 // 启动右行
LD I0.2 // 右限位触发
R Q0.0,1 // 停止右行
S Q0.1,1 // 开启左行定时器
TON T37, 50 // 延时5秒左行
LD T37
S Q0.1,1 // 执行左行这里用SM0.1做初始化信号,配合T37定时器实现左右交替运行。注意西门子PLC的定时器单位是10ms,填50实际是0.5秒,调试时别被这个坑了。
组态王这边更骚操作,直接在动画连接里写脚本控制行车移动轨迹:
vb
If 行车左行信号 = 1 Then
LineMove.Left = LineMove.Left - 2
ElseIf 行车右行信号 = 1 Then
LineMove.Left = LineMove.Left + 2
End If配合滑动条控件做实时速度调节,动态效果直接拉满。重点说下报警记录功能,用了个隐藏的AlarmList控件,后台脚本自动记录异常状态:
cpp
#pragma command(AddAlarm, "槽液温度超限", 1, 2)这行代码塞在温度监控子程序里,一旦检测到超温直接触发三级报警。仿真时能看到报警灯疯狂闪烁,跟真实现场一毛一样。

电镀生产线组态王6.53仿真程序5带配套西门子S7-200PLC程序和IO表,带运行效果视频
视频里展示的自动模式切换才是精髓,手动/自动的无扰切换逻辑用了状态字+互锁机制。调试时记得先把S7-200的PPI通讯参数设对,组态王驱动里选COM3、波特率9600这些参数要跟PLC完全匹配,否则你连到死都连不上。
整套仿真程序跑起来之后,电镀槽升降、行车定位这些动作行云流水。建议先拿IO表挨个点位测试,确认所有信号灯都能正常响应再跑全自动。源码包里那个《防呆操作指南》是真香,照着做能省三斤焊锡丝。
搞工控的兄弟们都懂,这种带完整配套资料的仿真系统,简直就是行走的教科书。特别是那个运行效果视频(戳这里观看),把工艺节拍展示得清清楚楚,甲方爸爸看了直接拍板的那种。