目录
今天我打算讲一讲6个实用的质量管理工具:FMEA、APQP、CP、PPAP、MSA和SPC。
很多人觉得这些名词看起来是书上的理论知识,复杂难用。说实话,我早年也这么想,觉得不如解决眼前产线故障实在。但这些年用下来,我发现它们其实是让工作变简单的关键。
接下来我挨个说说,我是怎么理解和使用它们的。
一、SPC(统计过程控制)
SPC,就是**实时盯着生产过程,这样能够及时发现异常,**不用等出了批量不合格品再返工,那样太亏。
不管是大规模批量生产,还是关键工序加工,都能用得上。
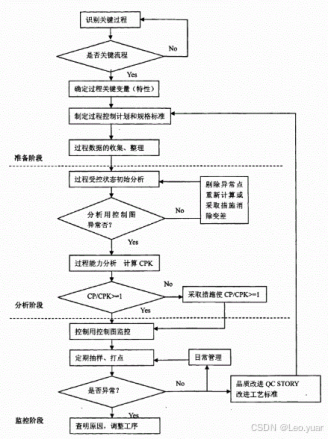
具体过程是这样的:
- **确定监控指标,只抓关键的,**像零件尺寸、产品重量、硬度这种,不要搞太多,不然精力跟不上。
- **设定合理的波动范围。**如果尺寸要求10±0.1mm,就把监控范围定在9.9-10.1mm,超出这个范围就是异常。
- **实时记录数据。**每生产一定数量的产品就测一次,画在图表上,一旦超标,立即停机,排查机器、操作、材料等问题,解决后再恢复生产。
这里有两个细节你要注意一下:
- **监控范围不要设置得太宽,**不然就看不出问题了,但是你也别太严,到时候会频繁停机,影响生产效率;
- **必须实时记录,**如果你想着事后补数据,这就失去了监控的意义,等于白做。
说到这个过程控制,我搭建了一套质量分析看板, 涵盖来料、制程、完工、售后、供应商质量及质量成本等板块,能实时监控来料、生产过程、完工等各环节质量状态。 需要自取:https://s.fanruan.com/mbcrh

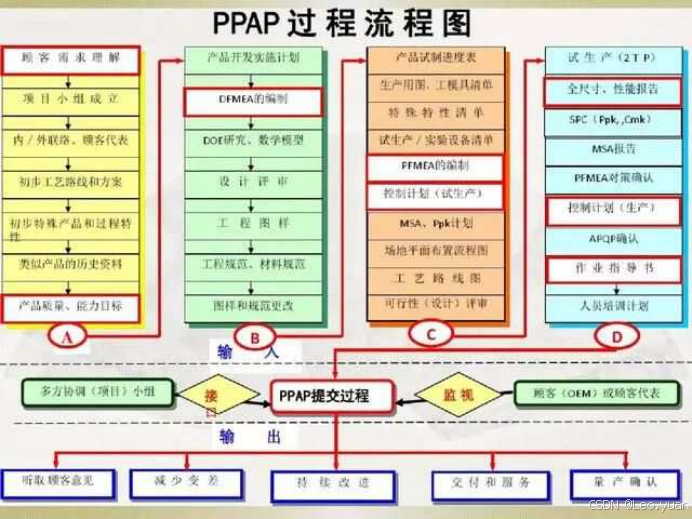
二、PPAP(生产件批准程序)
PPAP,说白了就是新产品投入生产前, 必须走的一套批准流程,确保新品符合所有质量要求,避免不合格品流入市场或下一道工序,用来提前规避新品投产的风险。
我帮企业梳理流程的时候,一直会反复强调,**不管新品多急,PPAP流程必须严格落实。**投产前,所有质量要求、生产工艺、检验标准都要确认到位,获批后再投产。
PPAP的思路就是全流程确认,获批再投产。
给你分享一下我总结的5个步骤,足够应对大部分场景了。
- **准备相关资料:**包括新品图纸、检验标准、生产工艺文件、样品检测报告。
- **小批量试产:**按照既定工艺,生产少量样品,全程记录生产数据,方便后续追溯。
- **全面检验样品:**你得对照客户要求和质量标准,逐一检测,确保所有指标合格才行。
- **提交资料和样品给客户或公司质量部门审核,**等批准。
- 获批后,正式批量生产;未获批,你要根据反馈整改,直到符合要求再推进。
上面的每一步你都要落实,**尤其是样品检验,**不能敷衍。不然的话哪怕获批了,批量生产也可能出问题,反而更耗时耗力。
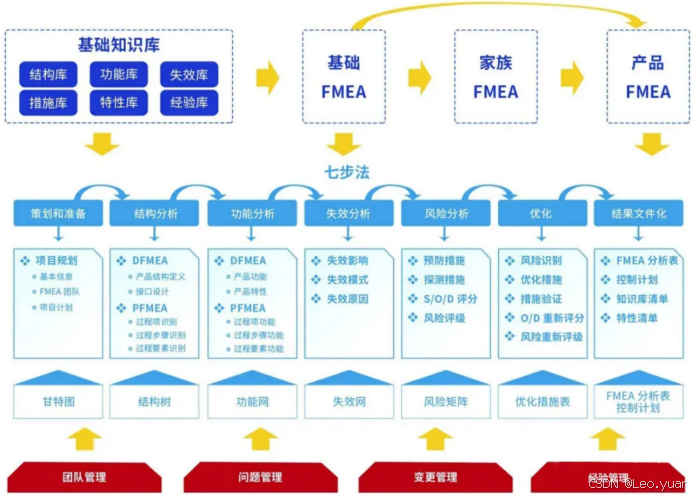
三、FMEA(故障模式及影响分析)
新品投产有PPAP把关,那投产前的风险怎么预判?
这就要用FMEA。它是做质量改进的,专门识别生产、研发、供应链各环节的潜在质量问题,提前规避。
它的做法其实很直接:
如果要上线一个新零件,或者规划一个新工序,我们就把设计、工艺、生产和质量的同事都叫到一起。大家对着图纸或流程,一项一项地讨论:
- 这个地方可能会出什么错?
- 万一错了后果有多严重?
- 是什么原因可能导致它出错?
- 我们现在设计的预防措施管用吗?
说白了,这就是一次系统的、有记录的风险排查。 把大家脑子里的经验、担心,都明明白白地列出来,评估风险高低,然后优先去解决那些最要紧的。
不过FMEA不是做一次就完事的。
新品投产、工艺调整后,要重新梳理,更新潜在故障和预防措施,确保始终能覆盖风险。
四、MSA(测量系统分析)
很多人都有个误区,觉得只要生产过程没问题、材料合格,产品就一定合格,你是不是也这么认为?
其实不是这样的,要是测量工具不准,测出来的合格产品,可能是不合格的,反而会引发质量问题。
MSA是用来解决这个问题的。
简单来说,**它会对我们用到的测量工具,比如尺子、卡尺、检测仪,进行分析和校准,确保它们测出来的数据真实、准确,**避免因为测量误差,导致不合格品流入下一道工序。
做MSA其实不用专业设备,普通人就能操作。
- **你得先确定需要分析的测量工具:**车间所有卡尺、检测仪,来料检验用的尺子等,逐一梳理。
- **用工具测量同一批合格样品,**比如用卡尺测10个尺寸标准的零件,记录每次的测量数据。
- **分析数据,看测量结果是否一致、在不在在标准范围内。**如果偏差太大,就校准工具,校准后再重新测量,直到数据准确。
你操作的时候要规范,用卡尺力度要均匀,防止出现人为操作导致的测量误差。
分析MSA数据,特别是做重复性和再现性研究时,计算过程有点繁琐。
我自己后来是直接用FineBI这个数据分析工具,把多次测量数据录进去, 它就能生成分析图表和关键指标,一眼就能判断这个测量系统可不可靠,省去了手算的麻烦,也减少了出错的可能。工具链接我放在这里,可以试用看看效果:https://s.fanruan.com/f8rnq

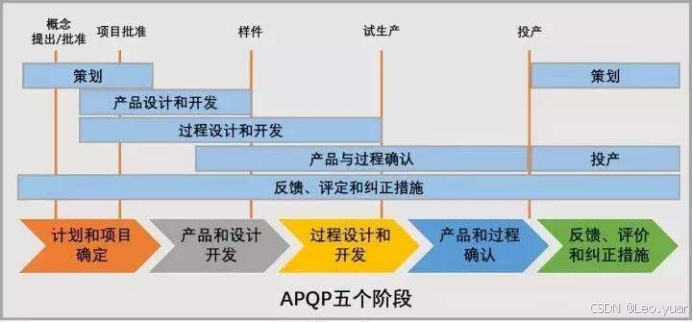
五、APQP(高级产品质量策划)
从新品研发到批量生产,怎么确保每个环节都不出质量问题?
这就需要APQP了。
它的作用是把从接到订单到稳定量产这个过程,分成几个清晰的阶段。每个阶段要完成什么任务,输出什么文件,都明确下来。
- 比如,在图纸完成前,工艺部门就要提前介入;
- 在试生产前,质量部门必须把检验方案定好。
它最大的好处是让销售、研发、生产、质量几个部门能对齐信息,知道各自在什么时间点该做什么。
你可以分5个阶段推进。
APQP要全程跟进,每个阶段都要做好记录,一旦出现质量问题,及时调整策划方案,不能硬着头皮推进。
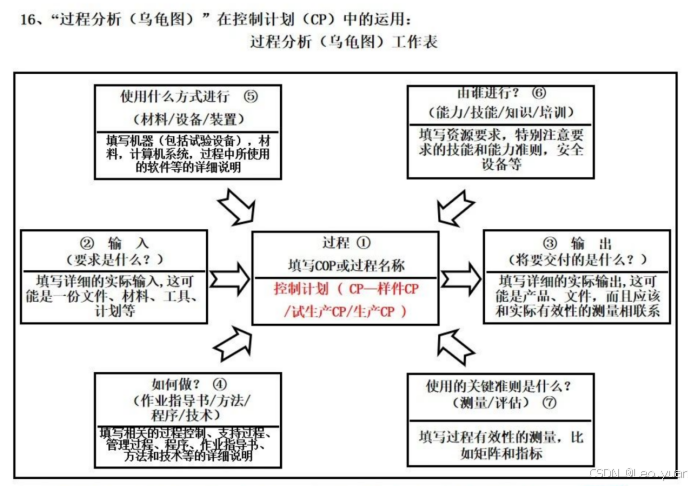
六、CP(控制计划)
最后这个CP,就是用来收尾的,确保批量生产时,质量始终稳定。
简单来说,**就是把生产过程中,每个工序、每个环节,该怎么控制质量、怎么检验、出现问题怎么处理,都写清楚、列明白,**让操作工、质检人员照着做就行。
我见过很多规范的工厂,每道工序都有完善的控制计划,哪怕是简单的包装工序,也明确规定了包装材料必须无破损、包装时每个产品都要套保护膜、包装后要检查外观,确保无划痕、无遗漏。
你想想,要是没有这份明确的要求,不同员工操作,质量能一致吗?
不过话说回来,这里我要提醒你两点:
- **控制计划要具体,**不要用"加强检验""规范操作"这种模糊的话,要写清楚"每小时检验10件""设备转速控制在1000r/min";
- **要根据生产情况,及时更新控制计划,**比如工艺调整后,同步修改对应的控制要求。
还有就是你可以**把控制计划文档打印出来,贴在车间对应工序的显眼位置,**让操作工、质检人员随时能看到。
总结
上面讲的6个质量管理工具,是能够形成一套完整的质量管控闭环的:
- 新品开发时,用APQP做全程策划、FMEA预判风险;
- 新品投产前,用PPAP把关、MSA校准测量工具;
- 批量生产时,用SPC实时监控、CP细化管控。
其实它们不复杂的,车间工人、质检人员、供应链专员,学一遍就能用,坚持用下来,就能减少不合格品、提升产品质量。
一键get文中同款数据分析工具:https://s.fanruan.com/f8rnq