电火花小孔机作为一种高效、精密的加工设备,被广泛应用于各种复杂零件的加
工过程中。目前国内商用电火花小孔机数控系统多数采用工控机、运动控制卡或 PLC
等硬件设备,不利于机床的功能拓展与升级。为解决这一问题,本章以桌面式电火花
小孔加工机床为基础,分析电火花加工机床数控硬件平台的结构以及功能要求,确定
嵌入式数控硬件平台的结构方案及通讯方式,并对设计硬件平台的关键技术进行分析。
2.1****数控系统硬件平台要求
2.1.1****机床本体结构
电火花小孔加工机床是利用电火花放电蚀除原理来加工各种导电材料的小孔。例
如在加工航空航天领域的发动机喷注盘、微细型槽等方面电火花加工有很大优势。它
可以实现微米级别的加工精度,加工出深径比大、孔径小、无毛刺的精密小孔。作为
一种非接触式加工机床,电火花小孔加工机床使用脉冲电源蚀除工件材料并依据电极
丝与工件之间的实时电压进行主轴伺服控制,因此对机床的本体结构、硬件系统以及
数控系统具有很高的要求。传统的电火花小孔加工机床存在体积大、结构复杂、维修
成本高、设备难以升级换代等问题,其安装和升级维护较为困难。
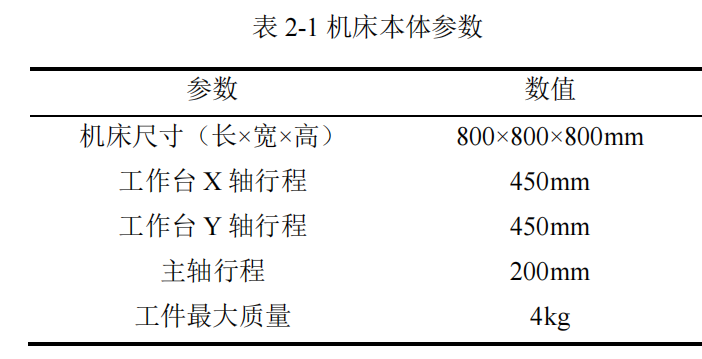
如图 2-1 所示,针对上述传统电火花加工机床的局限性以及机床的工作特点,本课
题组研制了一款小型化、集成化的桌面式电火花小孔加工机床。机床本体结构由伺服
传动机构、脉冲电源模块、限位与报警模块、工作液循环模块以及控制系统等构成。
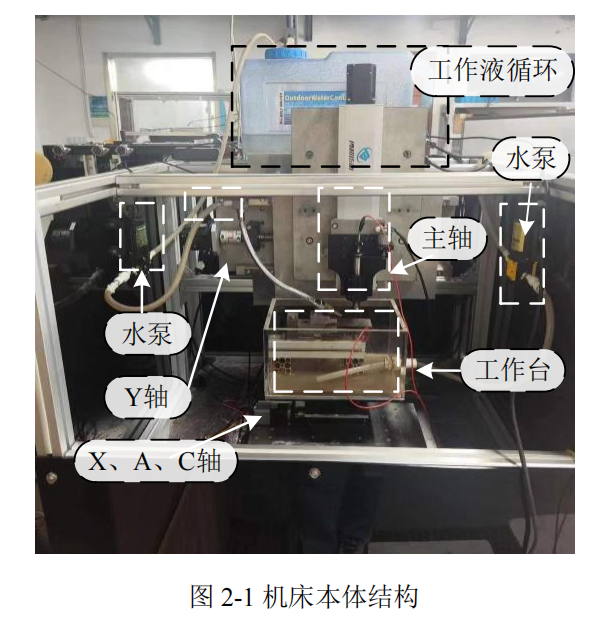
伺服传动机构由 X-Y-Z 三平动轴以及 A-C 双回转工作台组成五轴机械结构。平动
轴均由伺服电机驱动精密滚动丝杠带动工作台进行定位。其中,Z 轴滑台设有旋转电主
轴带动电极丝高速旋转同时进行往复运动,实现不同深度的小孔加工并根据加工间隙
的状态调整加工间隙实现高精度加工。A-C 两旋转轴,由伺服电机驱动转台实现对工
件姿态的调整。驱动器通过内置电流环-速度环-位置环实现对旋转角度以及角速度的精
密控制。机床本体参数见表 2-1。
工作液循环模块由水箱、水泵、过滤器、废液槽以及隔水板组成。工作液系统为
加工过程提供保障,通过抽水泵将工作台废水抽入过滤器,经过有效过滤后,将工作
液中的杂质和废弃物得以去除,保证了工作液的纯净度和稳定性,从而延长了工作液
的使用寿命,避免了资源的浪费和环境的污染。防水板隔离工作液与电气元件,保证
了机床运行安全。限位与报警模块主要由各轴的限位传感器组成,一旦机构运行至设
定的极限位置,限位传感器会立即触发警报。警报信号随后通过硬件电路迅速传送至
控制系统。由控制系统及时处理各种警报情况。
机床本体的运作需要配合相应的控制系统来实现既定目标。为确保高精度的加工
效果,控制器需实时读取加工间隙的状态,以便精准判断并采取相应的控制策略。传
统的 PLC 系统以其出色的实时性,保障了电火花的加工精度。然而,面对日益复杂的
加工需求和多样化的硬件环境,电火花小孔加工机床需要一种更为灵活、经济的数控
系统解决方案。
2.1.2****硬件平台的性能要求
在分析了电火花小孔加工机床的机械结构后,进一步对其数控系统提出了相应的
要求。数控系统作为电火花小孔机的核心,对于实现小孔加工的精度、效率和稳定性
具有重要意义。目前市场上主流的电火花小孔加工数控系统在硬件层面上仍然主要采
用工控机和运动控制卡或 PLC 的形式,例如 SE-WK008 数控电火花微孔加工机床。面
对日益复杂的加工要求以及国外在关键技术领域对国内实行的技术封锁,为实现在精
度、可靠性、可维护性、实时性等方面的提升,传统的数控系统在硬件和软件方面都
亟需升级改造。
在众多数控系统中,嵌入式数控系统因其高性能、实时性强、体积小、功耗低等
优势而备受关注。相比于传统的工控机和运动控制卡的方案,嵌入式数控系统在实用
性和通用性方面都有着更大的优势。
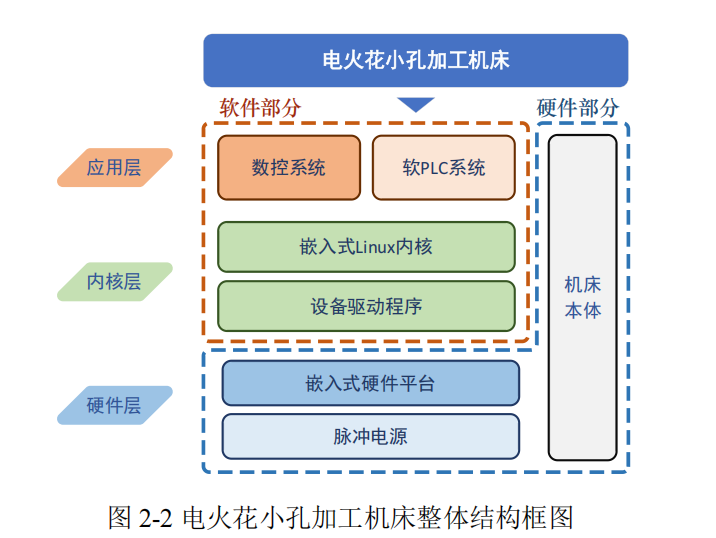
电火花小孔加工机床整体结构框图如图 2-2 所示。在硬件架构层面,机床本体作为
执行机构,负责实现具体的加工任务;嵌入式硬件平台则作为中央处理单元,承载并
运行控制逻辑;脉冲电源则是提供能量来源,确保加工过程中的稳定放电。在此硬件
基础之上,软件层面则构建起了数控系统、软 PLC 以及嵌入式内核与设备驱动等关键
组件。数控系统通过精确的算法和逻辑,实现对机床本体的运动控制、加工路径规划、
人机交互、脉冲电源状态检测等任务;软 PLC 则负责解析和执行控制指令,确保加工
过程的稳定性和精度;嵌入式内核与设备驱动则负责管理与调度硬件资源,实现软件
与硬件之间的无缝对接。这一完整的软硬件架构共同构成了高效、稳定的电火花加工
控制系统。
根据上述机床功能分析以及对数控系统要求分析,本文对嵌入式数控系统硬件平
台提出以下要求:
1)满足机床数控系统的基本功能需求。
嵌入式数控系统的硬件平台必须能够满足机床数控系统的基本功能需求,这些功
能包括但不限于刀具补偿、速度规划、G 代码文件的编译、穿透检测、插补计算、电
机运动与脉冲电源控制、间隙状态反馈以及设备间通讯等多种任务。对于实现这些任
务,硬件平台需要具备足够的性能和可靠性。例如,为了实现插补运算与运动控制的
准确控制,硬件平台需要具备强大的计算能力和高速数据处理能力
2)具备电火花加工设备的通用性、可移植性、满足实时性要求。
电火花加工过程中产生的放电会产生较强的电磁干扰。这种干扰可能会影响数控
系统中的电子设备,导致其工作不稳定甚至发生故障。电火花加工设备通常配有主轴
的高频往复运动或振动头的高频振动,保证极间良好的工作状态,例如本文需要升级
改造的 SE-WK008 数控机床。电火花加工设备之间具有同等恶劣的工作环境以及对系
统响应实时性有相似要求。因此本文开发嵌入式数控系统硬件平台要求其具备可移植
性好、开放性好、实时性强、通用性好等特点,便于适配多种电火花小孔加工设备。
3)具备开发视觉检测平台的能力。
在航空航天以及民用领域,众多精密零件对精度的要求越来越高,对电火花加工
小孔的位置要求也越来越高。例如在航空航天领域,飞机发动机叶片顶盖气膜孔的加
工因叶片外形铸造差异较大,精度难以保证,导致孔与孔之间位置关系难以稳定。目
前是由人工调节叶片位置,选择不同的加工程序进行加工,并进行后续的分类与挑拣。
该工艺方法加工效率低,精度差。
目前国内可以实现自动检测叶片小孔加工位置的方法有电极碰边检测法、三坐标
测量法和激光扫描法。其中,电极碰边检测法会影响工件边缘质量,留有放电痕迹;
三坐标测量法无法应用于小尺寸零件,激光扫描法的成本高、周期长。因此,机床拟
开发视觉检测小孔加工质量的功能。本文数控硬件平台要为其提供开发视觉检测功能
的条件。
4)接口资源丰富,适配多种脉冲电源。
脉冲电源作为电火花加工中不可或缺的部分,脉冲电源的性能和稳定性不仅直接
关系到零件的加工效率,也对电极损耗以及加工后表面质量有显著影响57。针对微机
械精密制造的需要,脉冲电源引入了多种拓扑结构和开关器件,向着高效化、可控化、
微细化发展。因此本文数控系统硬件平台需要提供足够的接口资源,适配多种脉冲电
源。
信迈提供ARM+FPGA数控控制器服务。
基于ARM+FPGA的电火花数控硬件平台总体设计(一)
XMAIPC_Robot2026-03-26 8:18
相关推荐
艾德克斯21 分钟前
AI服务器电源POWER SHELF测试破局:HVDC高压架构挑战与ITECH全栈测试方案IvorySQL2 小时前
PG 日报|新增 VACUUM 全维度统计信息补丁迭代QYR_113 小时前
2026年全球氧化锆增韧氧化铝陶瓷市场规模达1.63亿美元,高端制造需求驱动行业持续增长不能跑的代码不是好代码3 小时前
Linux系统常用命令中文速查表空中湖3 小时前
AI是如何思考的|AI Agent与AGI:从对话到行动的进阶之路Z-D-K3 小时前
我认为的AGI小北的AI科技分享3 小时前
2026视觉检测设备厂家排名:四大主流品牌技术与产品深度测评江畔柳前堤3 小时前
GO01-Go 语言与主流编程语言深度对比石一峰6994 小时前
深入理解 Linux 中断三层机制与 1-Wire 时序锁原理运维老郭4 小时前
PostgreSQL编译安装实战