协议不通?一"网"打尽!PROFINET转MODBUS TCP网关,赋能步科伺服精准协同
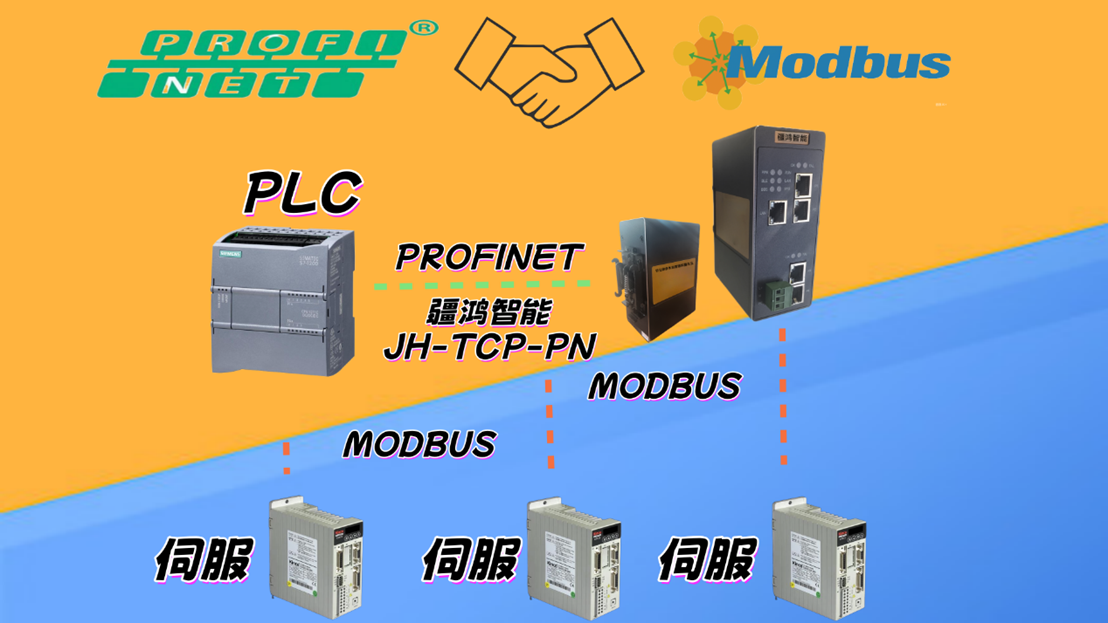
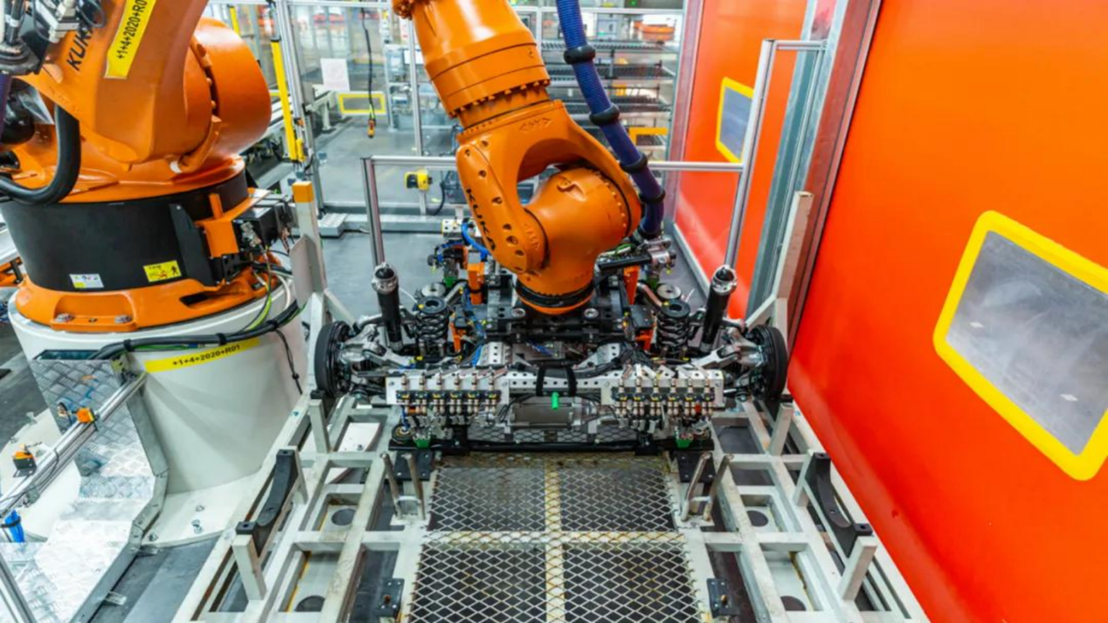
在汽车冲压车间,常面临设备协议异构的难题:西门子PLC普遍采用PROFINET协议,而步科伺服驱动器多为MODBUS TCP协议,两者无法直接通信。此时,协议转换网关成为实现控制闭环的核心枢纽。
网关的关键作用
网关在系统中扮演"实时翻译官"角色。它一方面作为PROFINET从站,与西门子PLC高速交互;另一方面作为MODBUS TCP主站,同时控制多台步科伺服。其核心价值在于:
-
协议无损转换:将PROFINET的读写指令实时映射为MODBUS TCP的寄存器操作,确保控制指令的准确性与毫秒级响应。
-
数据隔离与优化:缓存关键状态数据,避免因协议差异导致的通信抖动,提升系统稳定性。
-
简化编程:PLC工程师只需面对统一的PROFINET设备,无需处理复杂的MODBUS报文,大幅降低开发难度。
步科伺服关键技术参数
以步科FD系列为例,适配冲压机械手的关键参数包括:
-
控制模式:支持位置、速度、转矩模式,满足冲压上下料、搬运等动作需求。
-
通信接口:标准RJ45,支持MODBUS TCP,波特率最高100Mbps。
-
反馈精度:配备23位高分辨率绝对值编码器,确保重复定位精度达±0.02mm。
-
输入输出:支持16路数字量输入/输出,可直接连接冲压机安全门、气爪等外部信号。
应用案例:某冲压线自动化改造
改造前:PLC与伺服无法直连,采用中间继电器加脉冲方向控制。每条生产线需单独布置上百根信号线,故障率高;且无法实时读取伺服状态,调试时需人工逐个点检,换模时间长达40分钟。
应用网关后:通过一台疆鸿智能PROFINET转MODBUS TCP(JH-TCP-PN)网关,将6台步科伺服接入PLC网络。控制指令通过工业以太网传输,线缆减少80%。PLC可实时监控每台伺服的电流、位置、报警信息,实现预测性维护。换模时,一键调用配方参数,换模时间缩短至15分钟。通信延迟稳定在5ms以内,机械手抓取节拍提升12%。

总结
在汽车冲压这类高节拍、高可靠性要求的场景中,协议转换网关不仅是"连接器",更是"增效器"。它通过标准化接口打通了西门子PLC与步科伺服之间的数据链路,在保留原有设备投资的前提下,显著提升系统集成度与可维护性。对于制造企业而言,合理选用网关是实现设备"无缝对话"、构建柔性生产线的关键路径。