上述章节已完成了数控系统上、下位机硬件平台各模块与接口设计,并改进脉冲
电源的电路结构与工作模态,完成了基于 FPGA 的脉冲电源放电策略的控制模块。本
章基于上述电路设计绘制 PCB 图纸并制板,搭建电火花小孔加工机床的硬件系统,测
试硬件系统在实际加工小孔过程中的性能,对改进脉冲电源的加工波形和实验结果进
行分析,验证整体硬件系统的实用性。
5.1****硬件平台实物搭建
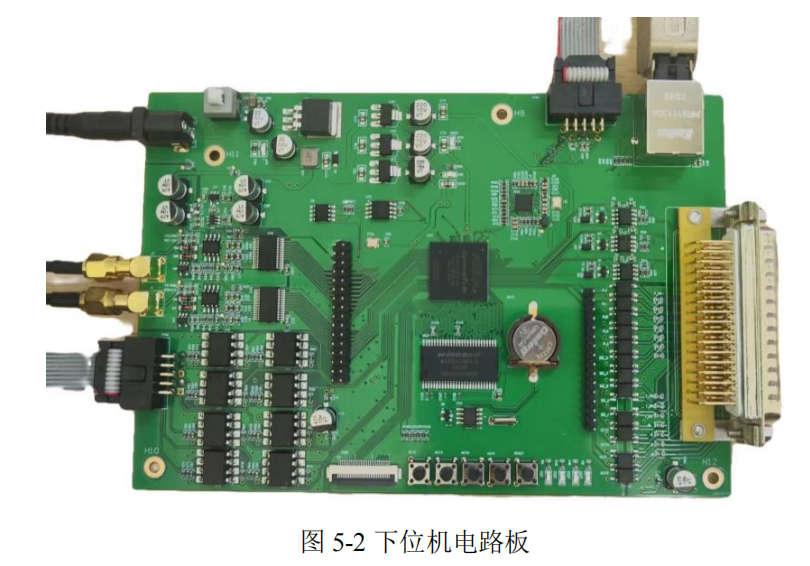
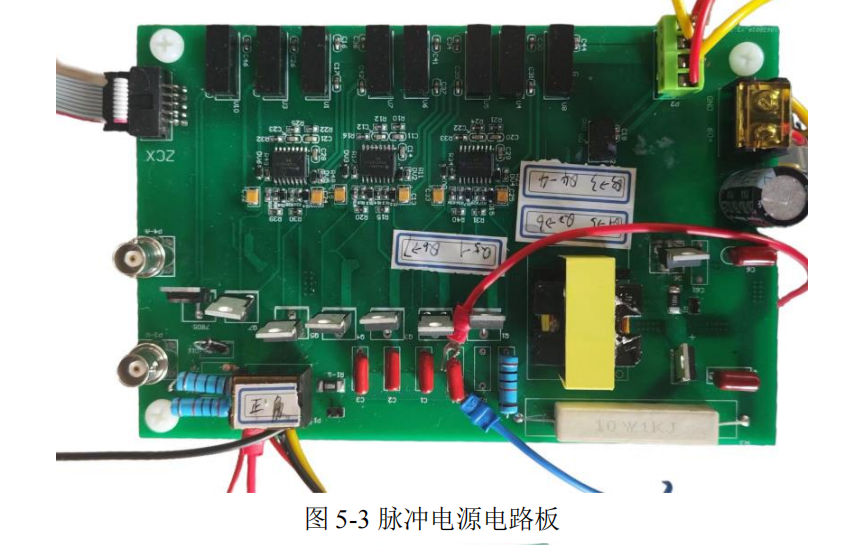
图 5-1、图 5-2、图 5-3 与图 5-4 分别为数控系统的上位机硬件平台、下位机硬件平
台、脉冲电源以及接口板实物图。上位机核心板与基板之间采用板对板连接器连接,
易于安装和拆卸并且支持高速传输,体积小巧节省了大量的空间;下位机与上位机平
台使用双屏蔽工业以太网线连接有着出色的抗干扰能力;下位机作为控制系统和机床
的枢纽,直接与脉冲电源使用 IDC 排线连接,并通过接口板连接伺服电机驱动器。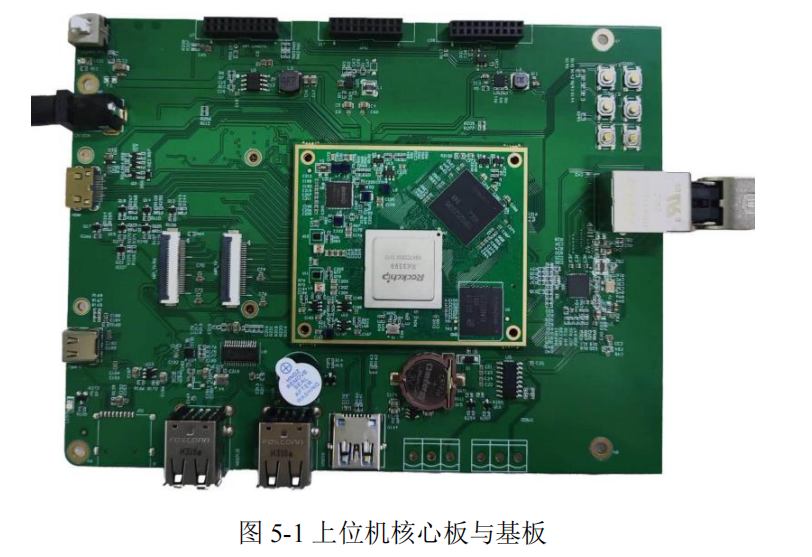
5.2****硬件平台系统测试
硬件平台的系统测试首先要保证电路正确。在上电之前需要仔细校验电路板与原
理图,确认芯片是否有误,焊接是否正确,逐一校对引脚是否连接正确。为确保电源
系统安全性,对电源接口检测以防存在潜在的短路问题,并对测试点进行阻抗测试,
预防元件损坏、标识错误等问题。仔细检查是否存在虚焊或漏焊的问题,确保整体电
路的稳定性和可靠性。完成上述电路检测后,再进行硬件平台的系统程序测试。
5.5****加工实验
5.5.1****小孔加工实验
在电火花加工中,小孔的形成是去除周期性火花放电对工件热蚀除的结果。热蚀
除的工件如果不及时排除,在放电间隙内容易引起大量拉弧或段落的现象。而在电火
花加工中,尤其是小能量的电火花加工过程中,极间距离较小,废屑很难排出。当废
屑产生的速率小于排屑的速率时,废屑易沉积在加工区域,导致脉冲电源的能量用于
反复击碎废屑,严重影响了加工效率和加工质量。为了提高电火花加工的稳定以及加
工高速度应采取各种措施来促使废屑的排出。
如图 5-16 是使用了典型 RC 脉冲电源在调试电火花小孔加工中出现的排屑困难现
象。由于典型 RC 脉冲电源放电频率较快,但无法控制放电频率以及放电能量的大小,
因此无法通过增大脉间或使用大能量脉冲的办法来进行消电离环节,改善间隙状态。
在使用其进行加工时通常利用主轴伺服控制系统频繁的抬刀、提高工作液冲液的速度、
使用超声震动使废屑更加分散或使用主轴震动头等方法进行改善。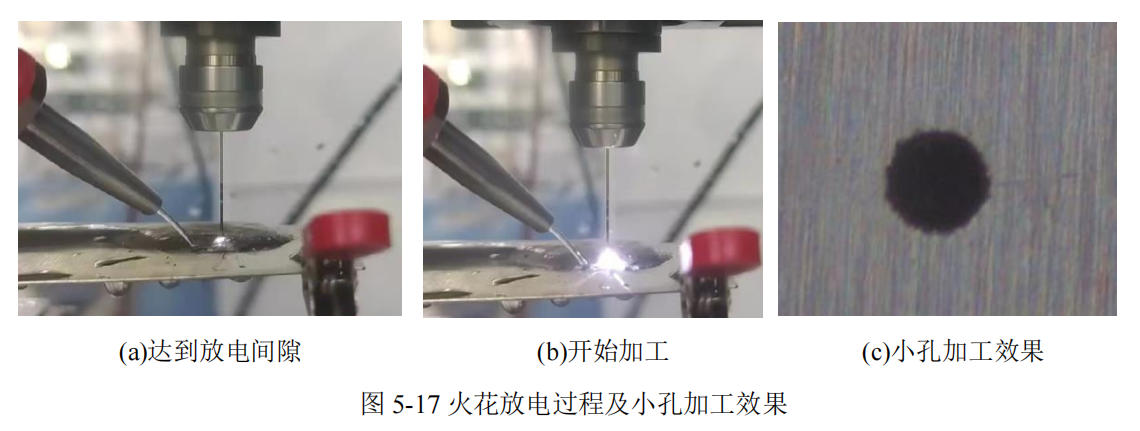
基于RK3588 ARM+FPGA的电火花数控系统设计与测试(三)
XMAIPC_Robot2026-03-26 17:26
相关推荐
码农学院2 分钟前
AI优化AIO技术演进史:从模板生成到多智能体协同创作科技发布6 分钟前
拓氪科技 AI 内容引擎软文投放效果详解晚风吹长发9 分钟前
Docker使用——Docker容器及相关命令nanawinona13 分钟前
2026年下半年量化学习,不同基础要查不同缺口現実君14 分钟前
关于MCU下位替换FPGA的经验与方案ShiXZ21318 分钟前
Docker Compose 安装与配置指南海盗123418 分钟前
AI新闻日报_2026-07-22CTA量化套保29 分钟前
最新量化表达入门,从概念规则到简单实现AI应用苏大大31 分钟前
企业AI架构缺陷:低价工具堆叠,造成结构性效率浪费麦聪聊数据33 分钟前
企业数据市场建设(四):流程闭环与价值运营,让数据市场真正转起来