压延机"语言不通"?ETHERNET IP转MODBUS RTU来解决
事情是这样的:这条线承担着某汽车零部件客户的精密铜带轧制任务,厚度公差要求控制在±0.005mm以内。压延机的速度与位置控制全靠西门子PLC(走ETHERNET/IP协议)来指挥,而三台施耐德ATV340系列变频器偏偏只懂MODBUS RTU。两边"语言"不同,数据干瞪眼传不过去。
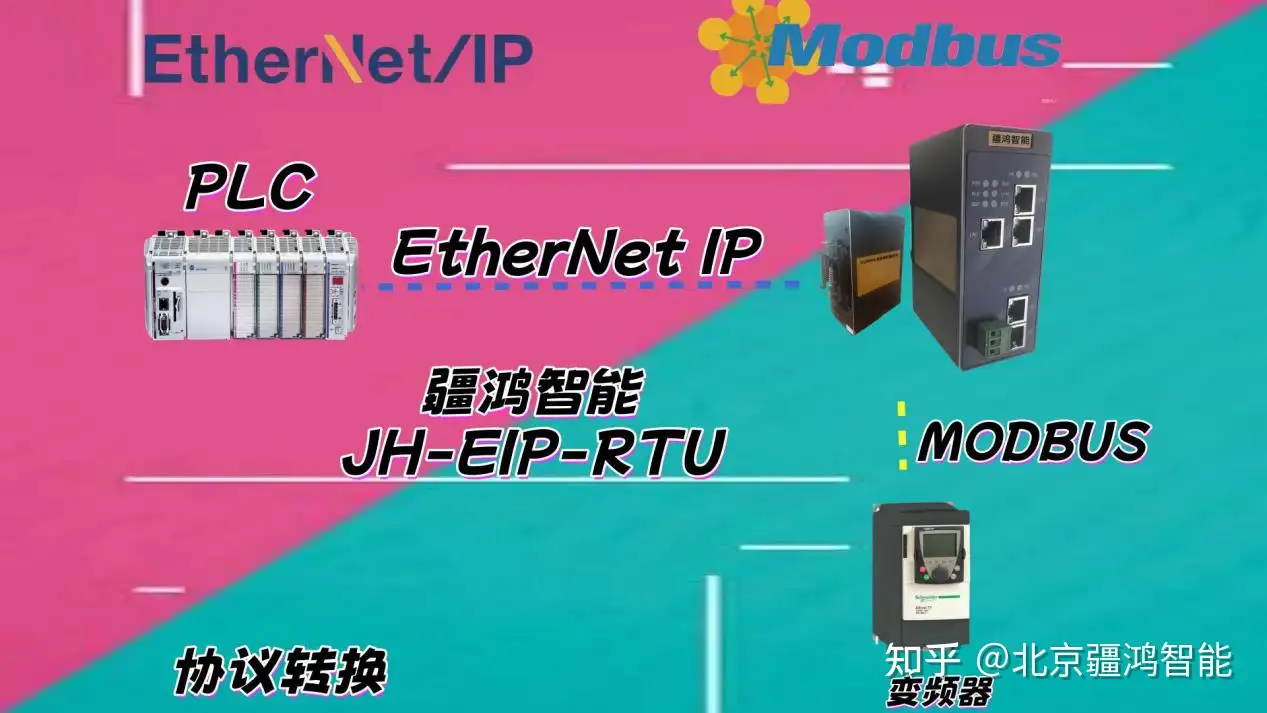
当时现场工程师急得直挠头------换变频器?三台加起来小两万,停产改造还得三天。后来在同行推荐下,我们试了疆鸿智能的ETHERNET/IP转MODBUS RTU协议转换网关。巴掌大的设备,接线十分钟,配置软件里把IP地址和波特率一填,网关自动把ETHERNET/IP的报文"翻译"成变频器能认的MODBUS RTU指令,反过来也一样。
这里必须提一下施耐德ATV340的关键参数:11kW额定功率,速度控制精度±0.01%,加减速斜坡时间可设0.01~999.9s,内置MODBUS RTU接口(波特率最高115200,8位数据,偶校验)。网关这边,我们设了19200bps、8、E、1,通讯瞬间稳定,没有丢包和延迟抖动。
网关上线后,PLC通过ETHERNET/IP周期读取变频器的实际频率、电流、母线电压,同时把目标转速(0~1500rpm)和转矩限幅写进去。压延机的辊缝闭环控制响应时间从原来的模拟量控制约120ms缩短到30ms以内,成品厚度Cp值从0.9提升到1.35。
最直观的三个优势: 一是省了换设备的钱;二是通讯抗干扰强,电焊机启停时再没掉过线;三是维护简单,换变频器不需要改PLC程序。
项目做完半年了,这条线日产量从12吨提到15吨,废品率降了4个百分点。有时候解决问题不一定非要"推倒重来",一个懂两门"外语"的小网关,就是最划算的翻译官。

总结: 协议不一致不等于设备报废。通过像疆鸿智能这样的协议转换网关,用极低成本盘活存量设备,既保住了生产节拍,又让老旧生产线跟上了数字化节奏。在制造业微利时代,这种"轻量化改造"思路,比大拆大建更值得推广。