机加工工艺
核心原则 :按需匹配精度,优先控制成本;加工效率与精度天然成反比,能用低精度设备满足需求绝不升级工艺。
一、机加工工艺总分类
1. 按加工温度分类
| 分类 | 定义 | 典型工艺 | 核心特点 |
|---|---|---|---|
| 热加工 | 材料局部 / 整体加热至再结晶温度以上加工 | 焊接、激光 / 等离子 / 火焰切割、电火花、铸造、热轧 | 可加工高硬度 / 厚材料,易产生热变形,精度普遍偏低 |
| 冷加工(常温加工) | 常温下加工,材料不发生相变 | 车、铣、磨、钻、镗、冷轧、钣金 | 变形小,精度高,适合精密零件加工 |
2. 按材料成型方式分类(最核心)
| 分类 | 定义 | 典型工艺 | 适用场景 |
|---|---|---|---|
| 增材加 工 | 逐层添加材料成型 | 3D 打印、铸造、注塑、粉末冶金、填丝焊接 | 复杂零件:批量→铸造 / 粉末冶金;单件→3D 打印 |
| 减材加工 | 去除多余材料成型 | 车、铣、磨、钻、镗、锯、锉 | 绝大多数常规结构件、精密零件 |
| 等材(压力)加工 | 材料塑性变形成型 | 钣金折弯、冲压、拉伸、锻造 | 薄板类零件(钣金)、高强度轴类(锻造) |
二、核心概念:加工精度与表面粗糙度
1. 加工精度(公差)
本质:允许零件实际尺寸 / 形状 / 位置与理想状态的最大偏差,设计目标是 "能用最低精度满足功能"。
(1)三类精度维度
-
尺寸精度:实际尺寸与理想尺寸的偏差
- 例:设计 68×70mm,实际 67.9×70.1mm(无精度要求可接受),62.58×73.12mm(偏差过大不可用)
-
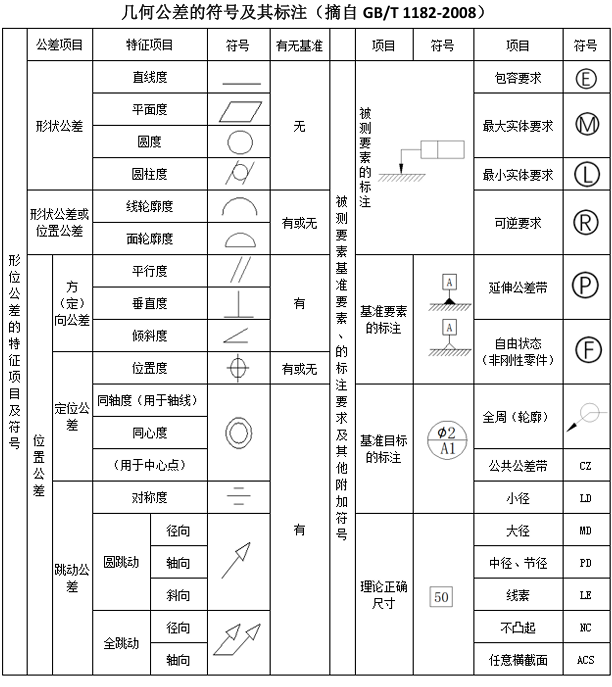
形状精度:零件自身几何形状的准确性(无参考基准)
- 常见:圆度、圆柱度、平面度、直线度、锥度
-
位置精度:零件上特征与基准的相对位置准确性(有参考基准)
- 常见:平行度、垂直度、同轴度、位置度
-
✅ 形位公差 = 形状公差 + 位置公差
(2)IT 精度等级(国标)
-
等级范围:IT01(最高)~ IT18(最低),数字越大,精度越差
-
核心关注:
- IT5-IT7:需明确标注的精密配合面
- IT8-IT12:未注公差(图纸不标注默认执行)
-
关键误区:同一 IT 等级,不同尺寸的允许偏差不同
- 例:CA6140 车床极限 IT5,加工 40mm 和 120mm 零件,允许偏差值不同;5000mm 零件该机床无法加工
-
关键误区(两条独立常识):
- IT等级不是固定值:同为 IT5,φ40mm 公差为 0.011mm,而 φ120mm 公差放宽至 0.015mm(见标准公差数值表)。尺寸越大,同等级允许的绝对偏差值越大。
- 精度能力 ≠ 尺寸能力:CA6140 车床理论能达 IT5,但受床身长度限制,5000mm 长的轴根本装不上去。机床的极限加工范围(长/径)是第一道门槛。
(3)常用 IT 等级对应设备与场景
| IT 等级 | 典型加工设备 | 应用场景 |
|---|---|---|
| IT3-IT4 | 精密磨床、坐标镗床 | 量规、精密轴承配合面 |
| IT5 | 调试后的普通车床、精密数控车 | 精密轴、精密孔配合 |
| IT6-IT7 | 数控车床、数控铣床、CNC 加工中心 | 绝大多数普通轴孔配合、安装面 |
| IT10-IT12 | 普通钻床、锯床、火焰切割 | 基础打孔、原材料切断、非配合面 |
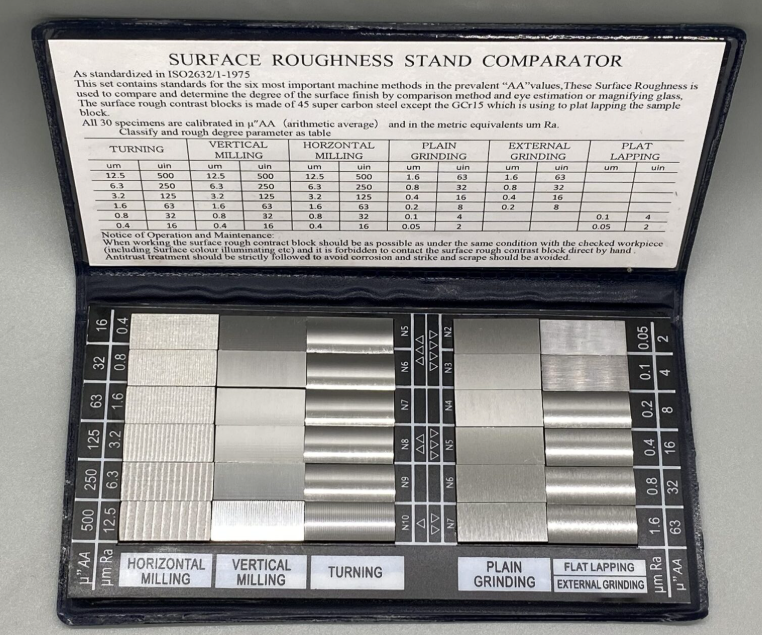
2. 表面粗糙度(Ra,轮廓算术平均偏差)
定义 :零件表面微观凹凸不平的程度,俗称 "光洁度";Ra 值越小,表面越光滑。
注:图纸标注时只写数字不带单位,如
Ra 3.2
(1)常用 Ra 值与应用对照表
| Ra 值 | 典型加工方法 | 应用场景 |
|---|---|---|
| 25 以上 | 火焰切割、粗锯 | 原材料切断面,无任何要求的非接触面 |
| 12.5 | 粗车、粗铣、粗钻 | 完全不接触的非外观面、内部结构面 |
| 6.3 | 半精车、半精铣、激光切割 | 不重要的外观面、普通螺栓接触面 |
| 3.2 | 精车、精铣 | 基本安装面、普通轴承座端面 |
| 1.6 | 精磨、车铣代磨 | 精密安装面、轴与轴承配合面 |
| 0.8 以下 | 精密磨、抛光 | 密封面、不锈钢镜面、导轨面 |
(2)核心误区澄清
-
❌ 错误:Ra 值越低,加工精度越高
- 例:一个表面抛光得很亮的平行四边形,无法满足正方形的尺寸和形状精度要求
-
✅ 正确:加工精度越高,通常要求 Ra 值越低(高精度面必须平整)
-
拓展:可通过抛光、喷砂等工艺单独提升粗糙度,不改变加工精度
三、主流切削加工工艺(减材加工)
1. 车削(车床)
-
核心用途:加工回转体零件(轴类、盘类、套类)
-
可加工特征:外圆/内孔、端面/台阶、螺纹、锥面、倒角、退刀槽、螺纹、成形面/圆弧
-
设备与精度:
-
普通车床:手摇操作,复杂零件难加工,大师傅调试后极限 IT5
注:最高精度仅适用于中小直径零件,大直径盘类零件精度会下降 1~2 级
-
数控车床:全自动,适合批量生产,常规精度 IT6
-
-
关键设计要点(必记):ISO 公制螺纹退刀槽参数
注:符合 GB/T 3-1997《普通螺纹 收尾、肩距、退刀槽和倒角》标准
- 外螺纹:槽宽 W≥1.5P,槽深 H≈1.1~1.3×0.541P,槽底圆角 R≥0.25P
- 内螺纹:槽宽 W≥2P,槽深略大于外螺纹
- 例:M10×1.5(P=1.5mm),外螺纹退刀槽宽≥2.25mm,深≥1.2mm,圆角≥0.38mm
-
拓展工艺:车铣代磨 ------ 超高转速下车铣加工,可达到 Ra1.6 甚至 Ra0.8 的粗糙度,替代部分磨床加工,降低成本
2. 铣削(铣床 / 电脑锣)
-
核心用途:加工非回转体零件,平面、沟槽、型腔、异形面
-
设备与精度:
- 手摇铣床:精度 IT6-IT8,适合简单单件加工
- 数控铣床(电脑锣):精度 IT6-IT8,适合复杂零件
- CNC 加工中心:多轴(3/4/5 轴),带刀库,可一次装夹完成多工序加工
-
拓展:轴数区别
- 3 轴:加工上下表面、侧面,无法加工倒扣
- 4 轴:增加旋转轴,可加工圆柱面周向特征
- 5 轴:可加工任意角度曲面,适合复杂叶轮、模具,但成本极高
-
设计建议:一体化难以加工的零件,拆分为多个零件加工后再组装
3. 磨削(磨床)
-
定位 :最高精度、最高成本的常规加工工艺,仅用于关键零部件
-
核心用途:高精度平面、外圆、内孔加工,提升表面光洁度
-
设备与精度:
-
普通平面磨床:
- ≤160×160mm 钢板:平面度 0.004~0.008mm,Ra0.8
- ≤250×250mm 钢板:平面度 0.01~0.025mm,Ra0.8
-
精密数控磨床:0~500mm 钢板,平面度 0.004mm,Ra0.2
-
-
典型应用:设备安装大板(S45C 钢、大理石)、工装夹具定位面、精密轴承配合面
-
注意:磨床加工周期长、费用高,非必要绝不使用
4. 钻削与镗削
(1)钻床
-
精度:极差,默认 IT12,仅适合基础打孔
-
工艺链:
-
普通打孔:麻花钻→精度 IT12
-
高精度打孔:铣床铣孔→精度 IT7-IT8(保证孔位置度)
-
超高精度孔:钻底孔→铰刀铰孔→精度 IT6-IT7
⚠️ 关键:铰刀会跟随底孔偏移,仅保证孔内壁精度和粗糙度,不保证位置度
- 例:加工 φ6.02mm 销钉孔:先钻 φ5.8mm 底孔,再用 φ6.02mm 铰刀扩孔
-
-
螺纹加工:攻丝前必须打标准底孔,公制粗牙螺纹底孔直径≈大径 - 螺距
- 例:M10 粗牙底孔直径≈8.5mm
-
难点:盲孔攻丝难度大,需预留足够的丝锥退刀空间
(2)镗床
- 核心用途:加工大尺寸、高精度的侧面孔、同轴孔系
- 拓展:深孔加工(孔径小、孔深长)采用深孔钻或电火花加工
四、其他常规加工工艺
1. 刨床与锯床
- 刨床:仅适合长条状零件的平面加工,效率低,逐渐被铣床替代
- 锯床:仅用于切断原材料,无任何加工精度,能切直、切准即可
2. 齿轮加工
- 设计原则 :优先直接采购标准件,非标准齿轮出图标注参数即可,无需考虑加工细节
- 常见加工方法:滚齿、插齿、磨齿(高精度)
五、非常规加工工艺
1. 电火花加工(EDM)
-
原理:利用电火花放电腐蚀金属
-
适用场景:
- 加工导电材料的异形曲面、深小孔、窄缝
- 加工淬火钢、硬质合金等超硬材料(常规切削无法加工)
-
特点:可加工任意硬度导电材料,无切削力不变形,能完成常规铣削无法实现的复杂异形、深孔窄缝及尖角清根
-
缺点:加工效率极低、设备昂贵、加工成本高
-
限制:只能加工导电材料
2. 线切割(WEDM)
-
原理:利用金属丝放电切割工件
-
分类与对比:
类型 电极丝速度 常规加工精度(外协通用) 加工成本 典型应用场景 快走丝 快(8~10m/s) 低(±0.02mm) 低 普通零件下料、粗加工、非配合面切割 中走丝 中(1~3m/s) 中(±0.01mm) 中 一般精密零件、夹具、普通模具零件 慢走丝 慢(0.01~0.1m/s) 高(±0.005mm) 极高(快走丝 5~10 倍) 精密模具、高精度配合件、量规 -
规律:丝速越快,电极丝磨损越大,精度越差,效率越高
注:顶级慢走丝可达 ±0.002mm,但 ±0.005mm 更符合非标外协加工的实际普遍水平
3. 切割类工艺对比
| 工艺 | 适合厚度 | 精度 | 适合材料 |
|---|---|---|---|
| 激光切割 | 0~20mm | 高 | 碳钢、不锈钢、铝合金 |
| 等离子切割 | 20~40mm | 中 | 各种金属 |
| 火焰切割 | 40mm 以上 | 低 | 碳钢 |
- 规律:切割能力越强,精度越差
4. 精雕机
- 特点:主轴转速≥20000rpm,机床刚性好,精度高
- 缺点:切削量小,加工效率低,设备昂贵,性价比低
- 适用:小型精密零件、模具刻字、精细花纹加工
六、避坑指南(出图前必查)
-
绝不盲目追求高精度:标注 IT4-IT5 精度前,先确认加工厂是否有对应设备,否则会大幅增加成本甚至无法加工
-
效率与精度成反比:交期紧张的零件,尽量降低精度要求,采用常规工艺
-
工艺拆分原则:一体化加工难度大、成本高的零件,拆分为多个简单零件组装
-
关键面单独处理:仅对配合面、安装面标注高精度和低 Ra 值,非关键面按未注公差执行
-
避免特殊工艺:电火花、慢走丝、磨床等工艺尽量少用,仅用于关键部位
-
预留工艺空间:螺纹加工预留退刀槽,盲孔螺纹预留 3P 以上空刀,折弯预留最小折弯半径
-
⚠️ 铣削内直角(清根)设计:
- 误区:画图时零件内直角直接画成直角
- 现实:铣刀是圆的,内角必有圆角(R 角)
- 要求:内直角必须标注 R≥铣刀半径 (常规推荐 R3~R5);若确实需清角,应设计清角槽 或打工艺孔
-
⚠️ 钻孔深度限制:
- 误区:标注 M4 螺纹深 100mm
- 现实:钻头长径比过大极易偏斜甚至折断
- 要求:普通钻床深径比≤5,枪钻 / 深孔钻≤100;常规设计避免细长盲孔
-
薄壁件设计:壁厚小于 1mm 的零件,铣削极易震刀变形,尽量加厚或增加加强筋
附录:机加工工艺一页速查卡
🛠️ 核心心法
| 精度 | 成本 | 效率 |
|---|---|---|
| 越高 | 指数级上升 | 直线下降 |
| IT6 | 基准线 | 基准线 |
| IT5 / 磨床 | +200%~500% | -50% |
2. 精度与粗糙度速查 (必背红线)
| 标注需求 | 推荐工艺 | 默认精度 (IT) | 默认 Ra | 避坑备注 |
|---|---|---|---|---|
| 精密配合轴 / 孔 | 磨削 / 精密数控车 | IT5-IT6 | 0.8-1.6 | 非必要不用,需确认外协厂能力 |
| 常规配合面 | 数控铣 / 车 | IT7-IT8 | 1.6-3.2 | 非标默认首选区间 |
| 一般安装面 | 普铣 / 普车 | IT9-IT10 | 3.2-6.3 | 钣金件、焊接件适用 |
| 仅连接用孔 | 钻床 | IT12 | 12.5 | 只要螺丝能穿过去就行 |
| 螺纹底孔 | 钻床 | 按标准 | / | M10 粗牙:钻 φ8.5 |
3. 特殊工艺红线 (非必要绝不启用)
| 工艺 | 适用场景判断 | 为什么是成本杀手 |
|---|---|---|
| 慢走丝 | 只有精度要求 < 0.01mm 时 | 单价是快走丝的 5-10 倍 |
| 电火花 | 只有内角必须清根时 | 加工效率极低,需先做电极 |
| 五轴联动 | 叶轮 / 异形倒扣无法拆分时 | 工时费是 3 轴的 3 倍以上 |
4. 结构设计避坑清单 (出图前自查)
- 铣刀圆角 :零件内直角是否预留了 R3~R5 圆角?(除非设计了清角槽)
- 钻孔深度 :孔径 φ5mm 以下,深度是否 超过 30mm?(容易断钻头)
- 螺纹退刀 :轴肩根部是否有 退刀槽 ?盲孔螺纹是否有 3P 以上空刀?
- 薄壁件 :壁厚是否 小于 1mm?(铣削极易震刀变形)