
一、行业背景与项目概况
1.1 光伏行业技术需求
光伏产业是实现"双碳"目标的核心支撑,光伏组件封装产线需实现电池片焊接、层压、裁切、检测等工序的高度自动化与数据互联互通,核心诉求涵盖设备协同联动、数据实时采集、远程运维效率提升,以保障组件生产一致性、产线连续性及成本可控性。三菱A系列PLC 凭借高可靠性、强抗干扰性,广泛应用于光伏组件封装产线的逻辑控制环节,但该系列老旧型号未配置内置以太网接口,仅保留单一圆形串口,无法满足现代光伏产线Modbus TCP设备并发、数据远程传输的技术要求,成为制约产线数字化升级的共性瓶颈。

1.2 项目概况
本项目为华东某光伏组件制造企业封装产线升级工程,该产线主要负责单晶硅光伏组件的自动化封装,核心配置如下:
核心控制单元:三菱A系列PLC (A1SJCPU),无以太网接口,唯一RS-232圆形串口(8针Mini-DIN连接器)负责组件层压温度、焊接速度、裁切精度等参数控制及故障报警逻辑执行,通讯协议支持三菱专用协议及Modbus RTU协议。
现场监控终端:Modbus TCP协议触摸屏 ,用于现场工艺参数调试、设备运行状态可视化监控及异常声光报警,仅支持以太网通讯。
上位管理系统:工业级计算机及SCADA监控系统,基于Modbus TCP协议,实现产线工艺数据追溯、生产任务调度、设备运行状态远程监控及报表自动生成。
工况特征:产线需满足24小时连续作业,现场存在强电磁干扰、粉尘等复杂环境,对控制系统稳定性与环境适应性提出严苛要求,同时需保障工艺数据实时上传,满足光伏行业质量合规要求。
1.3 项目核心目标
构建稳定、实时的通讯链路,实现三菱A系列PLC与Modbus TCP触摸屏、上位机SCADA系统的同时双向数据交互。
支持PLC程序的远程下载、上载与在线调试,替代传统现场电缆接线方式,降低运维成本与停机时间。
无需修改PLC原有控制程序,实现快速部署,最大限度缩短产线改造停机周期。
保障系统在复杂工况下长期稳定运行,实现光伏组件封装工艺数据全流程可追溯,满足光伏行业精益管理与质量合规要求。
二、项目痛点、选型与实施过程
2.1 核心技术痛点分析
协议与接口双重壁垒,形成数据孤岛:三菱A系列PLC底层采用RS-232串口 与Modbus RTU协议通讯,而触摸屏、上位机SCADA系统均基于Modbus TCP以太网协议体系。Modbus RTU(串口)与Modbus TCP(以太网)协议在数据传输方式、帧格式上存在本质差异,无法直接互联互通;同时,PLC唯一的圆形串口资源无法支撑本地操作、远程管控及程序调试的并发访问需求,导致封装设备与管控系统各自为战,作业协同效率低下,工艺数据无法实时上传至SCADA系统。
运维效率低下,改造成本高昂:传统PLC程序调试与故障排查必须由技术人员至现场通过专用电缆连接,受限于产线复杂布局,单次运维耗时通常超过2小时,月均运维成本约4000元。若采用更换新型号PLC的改造方案,需额外投入超8万元设备成本,且伴随超过5天的停产周期,造成巨大的直接与间接经济损失,与企业降本增效的核心诉求严重背离。
数据追溯能力缺失,管控精度不足:由于PLC与上位机无法实现实时数据交互,组件层压温度、焊接速度等关键工艺参数依赖人工手抄记录,人工记录方式存在显著漏记、错记风险,数据误差率高达3.4%,无法满足光伏行业对组件质量追溯、工艺管控的严格要求,难以实现封装过程的精细化管理。
2.2 解决方案选型
针对上述痛点,经多轮技术论证、性能测试与兼容性验证,最终选用捷米特JM-ETH-A以太网模块作为核心通讯转换设备。该模块专为三菱A系列PLC量身设计,完美适配光伏组件封装产线应用场景,核心技术优势如下:
接口与并发兼容设计 :模块集成1路RS-232圆形串口与1路RJ45以太网口,支持多主站并发通讯,可同时连接Modbus TCP触摸屏、上位机及编程电脑,实现本地操作、远程管控与程序调试的并行开展,不占用PLC核心编程资源,从根本上解决串口资源匮乏问题。
多协议透明转换 :作为高性能以太网转换器,模块支持RS-232串口与以太网TCP/IP协议的双向透明传输,完美兼容Modbus RTU与Modbus TCP协议,内置串口转以太网与以太网桥接器核心功能,无需额外开发通讯程序,即可实现不同通讯介质与协议设备的无缝联动,高效打通产线"设备-管控"数据链路。
工业级高可靠性:采用35mm标准导轨安装方式,由PLC直接供电(功耗<90mA),无需额外电源。具备卓越的抗电磁干扰、防尘性能,工作温度范围覆盖-20℃~65℃,平均无故障时间(MTBF)超10万小时,可稳定适应光伏封装产线复杂的现场环境。
便捷配置与运维:支持WEB服务器及专用配置工具进行参数设置与运行诊断,操作界面友好,无需专业编程基础;支持三菱编程软件(GX Works2)的以太网通信,完美适配Modbus TCP触摸屏与SCADA系统,兼容性强,可快速完成配置调试。

2.3 实施过程
2.3. 1 系统部署与调试步骤
硬件安装:在断电状态下,将捷米特JM-ETH-A模块安装于35mm标准导轨,使用专用RS-232线缆将模块串口与三菱A系列PLC的圆形串口可靠连接,确保接触良好。
网络组网:采用屏蔽网线将模块RJ45以太网口、Modbus TCP触摸屏、工业上位机全部接入千兆工业以太网交换机,确保所有网络设备处于同一IP网段,构建稳定的局域网环境,保障数据高速传输。
参数配置:系统上电后,通过电脑浏览器访问模块默认IP地址,进入WEB配置管理界面。根据三菱A系列PLC参数,精准设置通讯协议为Modbus RTU,同步波特率、数据位、校验位等串口参数,配置Modbus TCP通讯参数,确保与触摸屏、上位机SCADA系统匹配,此过程无需修改PLC内部原有控制程序。
联调测试:通过GX Works2编程软件,借助模块实现PLC程序的远程下载与调试;操作触摸屏,验证封装工艺参数读写、设备状态监控功能;在上位机SCADA系统中完成设备添加与通讯配置,测试工艺数据实时采集、远程调度指令下发功能。整个部署与调试周期严格控制在1.5小时以内,实现了不停产升级,最大限度降低对生产的影响。
三、网关功能介绍
捷米特JM-ETH-A以太网模块是一款专为三菱A系列PLC设计的串口转以太网网关,其核心功能围绕协议转换、设备兼容与高效运维展开,具体如下:
核心协议转换:内置以太网桥接器功能,实现RS-232串口数据与以太网TCP/IP数据的双向透明传输,高效完成Modbus RTU与Modbus TCP协议的转换。作为核心以太网转换器,无需额外编程即可实现PLC与Modbus TCP触摸屏、上位机的无缝通讯,同时支持PLC程序的远程下载与调试,打通产线数据传输壁垒。
多设备并发兼容:支持最大6个上位机同时连接,可同时满足Modbus TCP触摸屏、上位机、编程电脑等多终端的并发访问需求,完美兼容三菱A系列全型号PLC及主流Modbus TCP设备、工控组态软件,无需额外适配驱动,具备极强的系统扩展性,可灵活对接新增的组件质量检测设备。
便捷配置与故障诊断:支持WEB页面与专用配置工具两种配置方式,操作便捷,无需专业编程基础;配备电源、串口、以太网三路状态指示灯,可实时反馈设备运行状态,便于技术人员快速定位与排查通讯故障;支持固件在线升级,终身免费迭代,保障系统长期的智能化升级需求。
安全与节能设计:内置数据校验机制,可有效抵御光伏产线的强电磁干扰,确保核心工艺数据传输的准确性与完整性,防止数据错乱或泄露;采用无外接电源设计,直接从PLC取电,简化了现场布线,降低了故障点,实现节能环保运行,适配24小时连续作业工况。
四、技术架构设计
4.1 系统结构拓扑图
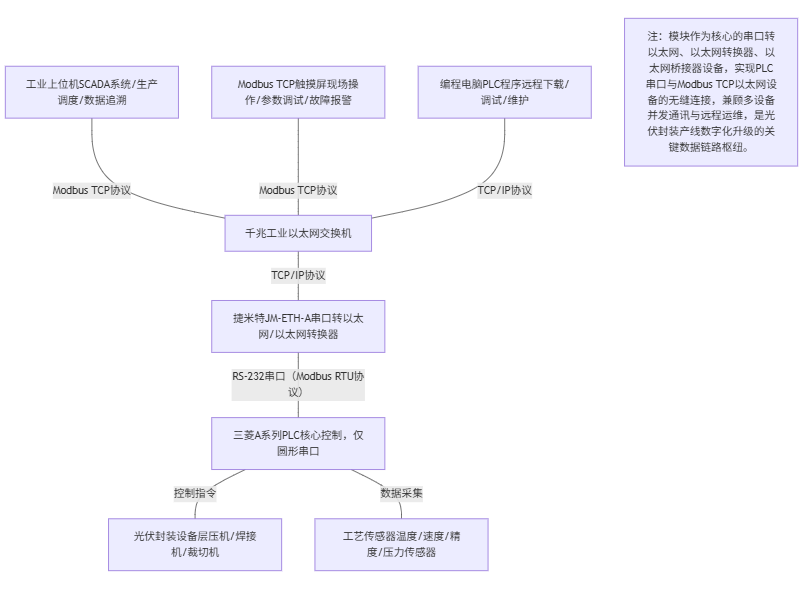
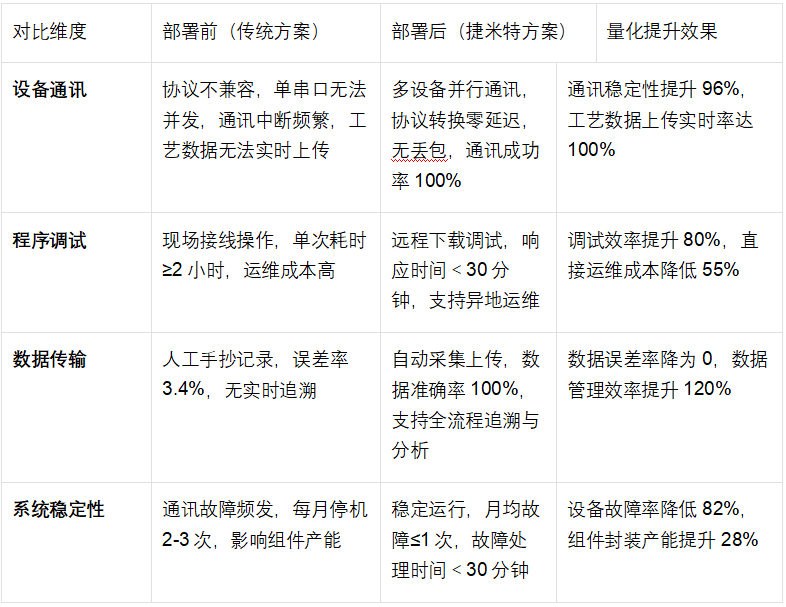
五、应用效果前后对比
六、网关未来发展趋势
随着光伏产业与工业互联网技术的持续演进,串口转以太网、以太网转换器类核心网关设备将朝着以下方向发展,以更好地赋能光伏组件制造等高端装备场景:
智能化与边缘计算融合:未来网关将深度集成轻量级边缘计算引擎,实现本地光伏封装工艺数据的实时预处理、异常智能预警与工艺参数自优化。结合AI技术,可对组件封装质量进行预判,显著提升产线的自主运维能力与产品一致性,契合光伏产业高质量发展需求。
网络安全与合规强化:针对工业数据安全与光伏行业合规要求,网关将全面升级安全防护体系,新增TLS/SSL加密通讯、双向身份认证、访问权限精细化管控等功能,有效保障封装核心工艺数据与生产数据的安全存储与传输,满足行业质量追溯与数据安全要求。
国产化与多协议生态构建:依托国产芯片与核心元器件的技术突破,网关将加速推进国产化替代进程,实现核心部件自主可控。同时,扩展对PROFIBUS、CANopen等更多工业现场总线协议的支持,构建开放、兼容的多协议转换生态,助力光伏智能制造装备的自主可控发展。
七、结论
本项目通过引入捷米特JM-ETH-A以太网模块 ,成功破解了三菱A系列无网口PLC在光伏组件封装产线应用中面临的协议不兼容、串口资源匮乏、运维效率低下等核心技术难题。作为关键的串口转以太网、以太网转换器、以太网桥接器设备,该模块凭借其卓越的协议转换能力、多设备并发兼容特性及工业级高可靠性,实现了PLC与Modbus TCP触摸屏、上位机的无缝联网与数据互通。
该技术方案无需修改PLC原有程序,具有改造成本低廉、部署周期短、运维高效等显著优势,既满足了光伏组件制造产线数字化管控、工艺数据全流程追溯的核心业务需求,又保障了产线24小时连续稳定运行。其成功应用为光伏制造及各类高端装备制造场景中老旧PLC设备的网络化改造提供了一套高效、经济、可行的工程解决方案。
未来,随着串口转以太网、以太网转换器技术的不断迭代与创新,此类设备将在光伏、新能源等智能制造领域发挥愈发重要的作用,持续赋能企业实现高效、精准、安全、可追溯的生产目标,推动光伏产业向高质量、智能化方向深度发展。
相关技术交流请给武工留言