1. 方案背景与设计目标
在工业4.0及智能制造转型进程中,传统人工质检方式因检测效率低、主观误检率高、长期劳动强度大等问题,已难以满足现代生产线对"高精度、高吞吐量、高可靠性"的质量控制要求。为解决上述痛点,本方案以拓朗工控(TP-IPC)IBOX-602GT边缘计算工控机为核心算力平台,集成工业相机、专业光学成像模块及深度学习算法,构建一套完整的机器视觉检测系统。系统旨在实现产品表面缺陷自动识别、关键尺寸精密测量、装配完整性验证等核心功能,助力企业提升检测一致性与产线效率,降低运维与人力成本。
2. 系统架构设计
本方案采用"硬件层---软件层---应用层"三层架构,实现从图像数据采集、智能分析到执行指令下发的全流程闭环控制。
2.1 硬件层(感知与执行)
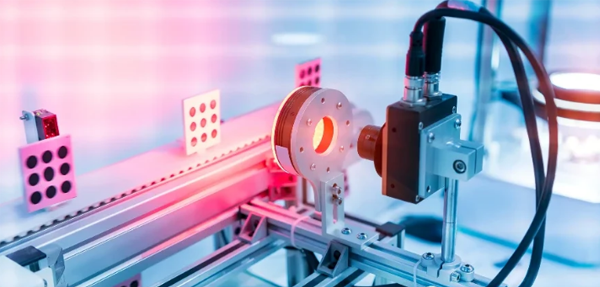
硬件层包含图像采集模块(工业相机、镜头、光源)、核心计算单元(IBOX-602GT工控机)及执行机构(PLC、气缸、机械臂等)。其中:
-
IBOX-602GT 作为系统主控制器,负责图像数据接收、算法推理、结果分析及控制指令下发;
-
工业相机 根据待检对象特征可选面阵或线阵型号,配合背光、同轴光、环形光等专业光源,确保图像关键特征具备充分的对比度和信噪比;
-
执行机构 通过PLC或I/O模块接收IBOX-602GT的剔除/分选信号,完成不良品物理分离。

2.2 软件层(分析与决策)
软件层集成图像处理库(OpenCV、Halcon)、深度学习推理框架(TensorRT、ONNX Runtime)及定制化检测算法。采用YOLO系列或语义分割网络实现缺陷的像素级定位与分类;针对高精度尺寸检测,采用亚像素边缘提取算法,系统标定后可实现±0.005mm测量精度。
2.3 应用层(交互与管理)
应用层提供图形化操作界面,支持检测参数配置、实时检测结果可视化、历史数据统计分析及远程运维。通过EtherCAT总线及OPC UA协议,系统可与MES/ERP平台对接,实现生产质量数据的互联互通与追溯。
3. 核心计算单元:IBOX-602GT技术规格与选型依据
IBOX-602GT作为系统算力核心,其硬件特性与机器视觉检测严苛需求的匹配性如下:
| 技术特性 | 规格参数 | 面向机器视觉的价值 |
|---|---|---|
| CPU平台 | Intel第12-14代酷睿桌面处理器(i3/i5/i7/i9,TDP 65W) | 全功耗运行不降频,保证图像预处理、任务调度的通用算力稳定性 |
| GPU扩展 | 可选配NVIDIA RTX 40系列独立显卡 | CUDA核心加速深度学习推理,单机支持≥8路高清视频流并行处理,适配≥60件/分钟高速产线 |
| 网络接口 | 3路Intel千兆以太网口(支持PoE、PXE) | 直连多台工业相机,避免数据拥塞;支持远程启动与部署 |
| 串行接口 | 4路RS232/RS485(带数字电容隔离及TVS浪涌保护) | 兼容PLC、扫码枪、传感器等工业外设,保障电气隔离安全 |
| 通用I/O | 8路GPIO(可选5-24V DIDO光耦隔离模块) | 直接控制气缸、报警灯等执行器,简化外部接线 |
| 实时控制 | 支持LinuxRT实时操作系统,集成EtherCAT软主站 | 微秒级同步周期驱动伺服与I/O模块,消除协议转换延迟,实现"检测---剔除"闭环的高实时性 |
| 供电与防护 | DC 9-36V宽压输入,内置抗电流干扰电路;无风扇全金属壳体,-10℃~60℃宽温工作 | 适应工厂电压波动及粉尘、振动等恶劣环境,提升MTBF |
| 无线通信 | 可选4G/5G/WiFi模块 | 支持远程模型升级与运维,降低现场维护成本 |
4. 检测流程与关键技术实现
4.1 图像采集与预处理
系统通过IBOX-602GT的多网口同步触发各工位相机,确保多视角图像的时间一致性。光源控制器与相机曝光时序联动,补偿环境光干扰。采集到的原始图像经OpenCV进行预处理,包括:
-
中值滤波或高斯滤波去噪;
-
直方图均衡化或自适应对比度增强;
-
ROI区域提取(基于模板匹配或边缘定位)。
4.2 深度学习模型推理
离线训练阶段,基于PyTorch/TensorFlow构建缺陷检测模型,针对小样本缺陷类别采用数据增强(旋转、缩放、色彩抖动)及迁移学习策略。训练后的模型导出为ONNX格式,并在IBOX-602GT上通过TensorRT进行推理加速。典型性能指标:
-
缺陷检出率 ≥ 99%
-
误检率 < 0.5%
-
单张图像推理延迟 < 15ms(取决于模型复杂度与GPU规格)
4.3 实时控制与数据反馈
推理结果通过以下路径完成闭环控制:
-
通过EtherCAT总线将不良品坐标及类型发送至PLC,驱动剔除执行机构(响应延迟 ≤ 1ms);
-
将检测数据(缺陷类别、位置、面积、时间戳)结构化存储并上传至MES系统,生成过程能力指数(Cpk)报表及缺陷分布热力图,为工艺调优提供量化依据。
5. 方案技术优势与适用场景
5.1 核心优势
| 维度 | 技术指标 |
|---|---|
| 检测精度 | 亚像素尺寸测量 ±0.005mm,缺陷最小分辨尺寸 0.01mm |
| 处理速度 | 单工位 60-200 件/分钟(取决于图像分辨率与模型复杂度) |
| 系统可靠性 | 7×24h连续运行,MTBF ≥ 1000小时 |
| 可扩展性 | 模块化软硬件架构,支持新增3D轮廓测量、高光谱检测等扩展功能,无需更换主控平台 |
5.2 典型应用场景
-
3C电子制造:手机玻璃盖板划痕/气泡检测、电池极片涂布缺陷检测、PCB焊点虚焊/桥连检测;
-
汽车零部件:发动机轴承外径/圆度测量、齿轮齿形缺陷检测、油箱盖密封圈装配完整性验证;
-
新能源行业:锂电池极片边缘毛刺检测、光伏电池片隐裂与色差检测;
-
食品医药:包装标签偏移/缺失检测、生产日期喷码漏印识别、药瓶瓶盖扭矩与密封性检查。
6. 总结与未来演进
本方案以IBOX-602GT边缘AI工控机为核心,通过"高性能异构算力 + 实时工业总线控制 + 宽温域工业级防护"的技术组合,有效解决了传统视觉检测方案中算力不足、控制延迟高、环境适应性差等工程问题,实现了机器视觉系统在高速、高精度产线上的可靠部署。