恶劣环境下 RFID 在汽车焊接产线的应用与实践
应用背景
在工业 4.0 与新能源汽车高速发展的双重驱动下,汽车焊装车间对生产实时追踪、过程精准控制、全流程质量追溯的需求持续升级。传统条码识别在焊接车间高温、粉尘、油污、强电磁干扰的恶劣环境下,易污损、易破损、识别率不足 90%,难以满足稳定生产与质量管控要求。
RFID(无线射频识别)技术凭借非接触识别、抗污染、抗干扰、数据容量大、耐高温、可重复使用等核心优势,完美适配焊装车间严苛工况,成为破解生产痛点、提升自动化水平、保障质量追溯的关键支撑,为汽车焊接产线智能化升级注入强劲动能。

应用方案
车身 / 滑橇与 RFID 标签唯一绑定:
将车身 VIN 码、车型信息、生产批次、工艺参数写入耐高温、抗金属的 RFID 电子标签,并安装在生产滑橇上,实现车身与电子身份强绑定,全程保证数据一致。
焊装产线 AVI 车身自动识别与跟踪
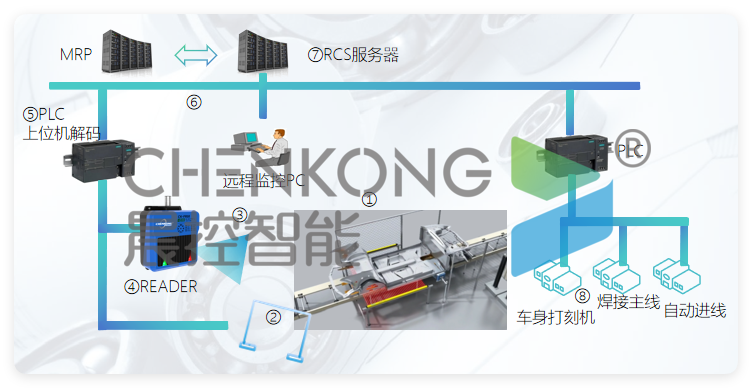
在焊接主线、合装工位、返修上线点、WBS 库区出入口、焊装--涂装交接点部署 RFID 读写工作站,构成 AVI 车体跟踪系统。当载码体经过工位时,读写器非接触自动识别,实时上传车型、位置、工艺信息,实现车身流转全流程可视化跟踪与跨车间数据互通。、
焊接过程动态数据采集与质量追溯
标签全程记录焊接时间、工位、操作人员、焊点参数、设备状态等关键数据,自动同步至 RCS 服务器与 MES 系统,形成完整生产档案,满足强制追溯要求,支持质量分析、缺陷定位与工艺优化。
生产流程自动化智能控制
由光电开关触发、标签感应回传、读写器实时采集、上位机解码、PLC 逻辑控制,自动完成车身进线、设备启停、打刻机作业、装配匹配校验,实现焊装线无人化、节拍化、自动化运行,减少人工干预与停线延误。
多系统协同与车间智能调度
RFID 数据与 PLC、RCS、电子看板、仓储系统深度联动,自动校验车型一致性、发布生产指令、调度物料配送、管理库区进出,实现 JIT 准时化生产与柔性混线生产。
应用产品

CK-FR08系列是基于射频识别技术的高频RFID标签读卡器,读卡器工作频率为13.56MHZ,支持对I-CODE 2、I-CODE SLI等符合ISO15693国际标准协议格式标签的读取。
读卡器同时支持标准工业通讯协议ProfiNet、CC-Link IE、EtherCat、Eternet/IP和 ModBus TCP,MODBUS RTU方便用户通集成到PLC等控制系统中。读卡器内部集成了射频部分通信协议,用户只需通过以太网接口接收数据便能完成对标签的读取操作,而无需理解复杂的射频通信协议