雕刻机由数控系统、雕刻路径计算系统和机械驱动系统三部分构成20。雕
刻路径计算系统一般借助 CAD(Computer Aided Design)软件如 AutoCAD、
UGS、Pro/Engineer 等,将设计好的雕刻产品转换成雕刻刀路路径并储存在数
控文件中;数控系统则解析数控文件中的数据,通过分析和计算将相应数据转
化成电机速度、脉冲和相应的延时,并将脉冲信号发送为机械驱动系统,通过
对步进电机的控制完成最终的雕刻。
通过对国内外雕刻机发展及性能需求调查,本文数控雕刻机控制系统的设
计需求如下所示:
- X 轴、Y 轴、Z 轴(主轴)最大行程分别为 300,400,50(mm);
- 机架材料 6061-T6 铝合金;
- 主轴功率 1.5KW 电主轴,最大转速可达 24000rpm/min;
- 传动单元选取 TB11605 滚轴丝杆;
- 选取分辨率较高的四相步进电机 57BYH56-4011YD,实现±0.05mm 的
精度控制; - 可以接受未优化的原始数据,具备速度控制和轨迹优化等功能,能快速、
准确的实现三轴联动; - 能通过键盘或触摸屏进行手动控制,可以设置加工速度、加速度、脉冲
当量等参数;同时能实时地操控电机,如暂停、升降速、回归原点等操作; - 系统工作时信息要实时的显示在 LCD 上,包括当前参数、加工进度、
系统设置和坐标位置等;
雕刻路径数据一般通过专业的 CAD 软件生成;目前市场上应用的步进电机
驱动器技术已相当成熟并且价格并不贵,因此本文研究的重点是雕刻机数控系
统设计研究,雕刻路径生成算法和驱动器的设计不做重点研究。
2.2 嵌入式系统概述
嵌入式系统经过近几十年的快速发展,已经完全和我们的日常生活息息相
关19,并且一直在改变人们的工作、生活和娱乐方式。对于每个人来说,都接
触过应用嵌入式技术设计的设备,小到 MP3,IPAD、Phone 等,大到智能家居、
工业控制、机器人、电子商务等。目前,各种各样的新兴型嵌入式设备的应用
在使用范围上己远远超过了通用计算机21,同时微电子技术、半导体技术、大
规模集成电路技术和深亚微米制造工艺的高速发展,使高性能集成芯片成为可
能,从而促进嵌入式系统得到更深入、更广阔的应用。
2.2.1 嵌入式技术发展历程和特点
嵌入式系统问世经过多年的研究发展,现已然成为计算机、通信、消费电
子等行业研究和应用的热点,嵌入式系统的发展历程有四个阶段:
第一阶段是以单芯片为核心控制器设计的系统。一般没有操作系统支持,
只能通过汇编语言直接操控系统。虽然这种系统操作简便、价格低廉,但是功
能较为单一;处理效率低,储存容量小,已经远远不能满足现代工业控制、通
信、电子商务等行业的需求。
第二阶段是在嵌入式CPU的基础上,搭配简单操作系统为设计完成的22。
此类系统适配的嵌入式CPU种类繁多,应用软件比较专业,效率高,系统开销
小,但人机交户界面不够友好。
第三阶段是以嵌入式操作系统为标志的嵌入式系统。嵌入式操作系统具有
良好的兼容性和扩展性,可以在各种不同类型的微处理器运行;并且支持多线
程操作、支持网络应用;具备文件管理系统、应用程序接口、图形窗口、用户
界面等功能。
第四阶段是以互联网为核心的嵌入式系统23。目前市场上应用的大多数嵌
入式系统未与Internet有紧密的联系,在Internet的快速发展的推动下,互联网技
术与工业控制技术结合也会日益密切,嵌入式设备与互联网技术的紧密结合一
定会有非常光明的前景。
嵌入式系统是经过设计、裁剪而成的,具有特定用途,针对于特定环境的
系统,因此与通用PC系统相比较具备以下显著的特点: - 面向特定应用。嵌入式系统中的CPU是专门为特定应用设计的,具有集
成度高、体积小、低功耗等特点并且可以满足不同的需求。 - 嵌入式系统设计的较为精简,量体裁衣、去除沉余,一方面控制成本,
另一方面也利于系统安全;在相同面积的硅片上实现更高的性能,选择更具有
竞争力的处理器24。 - 嵌入式系统直接将软件固化在存储芯片中而不是存储于磁盘中以提高
系统可靠性和执行速度。
- 嵌入式系统本身不具备二次开发能力,因此用户必须用有相应的开发工
具和环境才能对设计完成的程序功能进行再次开发。
嵌入式系统是技术密集型、高度分散化、资金密集型和创新型的多知识集
成系统,嵌入式系统是由先进的电子技术、计算机技术、半导体技术与各领域
的应用实物相结合的产物25,是 21 世纪 IT 技术发展的热点,具有巨大发展潜
力和广阔应用前景。
2.2.2 面向嵌入式系统开发的要点及基本流程
嵌入式系统是在嵌入式平台的基础上,配以相应的软硬件设计的系统,因
此在开发中要综合考虑。
嵌入式系统是专门以实际应用为对象的计算机系统。一般由处理器、内存
设备、输入和输出、软件系统这四部分组成26;具有成本低、软硬件可配置、
体积小、功能可靠、功耗低、实用性强等优点所以从设计要求出发需要考虑以
下几点: - 人机交互界面
这是嵌入式系统与通用 PC 机之间的最大区别。一些嵌入式系统可能没有键
盘、显示器等设备,所能完成的基本任务就是按照事先规定好的操作完成相应
的工作,比如监视网络和传感器的变化情况等。 - 有限的功能
嵌入式系统的功能在开发设计完成时就固定不变了,只能反复的执行那些
设计好的任务,并不能像通用计算机系统一样,可以实时快捷地更新任务。如
果嵌入式系统要执行添加新任务或者删除旧任务操作,需要在仔细的验证和测
试之后才能完成。 - 实时性
具备实时响应和严格时序性的嵌入式系统又称为实时系统(Real-Time
Operating System)。考虑到有时工作环境可能非常恶劣,如高温、高压、低温、
潮湿等,为了保证设计的嵌入式系统拥有可靠的稳定性,所以设计和裁剪嵌入
式系统时要充分考虑目标的工作环境,合理搭配硬件电路,预置出完善的保护
措施。 - 稳定性
软件系统在满足预先规定的功能外还要保证系统的稳定性,需要通过反复
的测试后才能投入实际工厂中使用。
嵌入式系统一般的开发流程如图 2-1 所示。
2.3 总体方案设计
数控雕刻机控制器总体方案设计,其中最基础且最重要的就是选定核心控
制器的主控芯片,即嵌入式微处理器。而在软件总体设计方案中,最主要的是
考虑选择哪种嵌入式操作系统,从而让软件设计更加完善简洁27。在知晓数控
雕刻机控制器功能指标后,可以了解到本数控雕刻机控制器功能丰富,系统设
计较为复杂,在设计及开发系统时,需要驱动的外围硬件设备数量庞大,因此
在系统的软件设计方案中需要内部集成嵌入式操作系统。由此可知在硬件选型
方案中的嵌入式微处理器的选择不仅要满足系统对外围设备接口的需要,还要
满足所选操作系统对硬件设备的要求,从而确定嵌入式操作系统与嵌入式微处
理器。在完成操作系统与主控芯片的选型后,即确定系统的总体的框架,同时
解决了硬件外围设备与主控芯片的连接以及嵌入式图形用户界面以及开发工具
的设计和选择等问题。
2.3.1 结构类型与方案设计
当前的嵌入式数控系统解决方案中,采用 ARM 架构微处理器为控制核
心,DSP 或 FPGA 为辅助控制芯片的形式已经成为主流设计。由于目前工业
用 ARM 架构嵌入式微处理器和 X86 架构通用微处理器相比,性能仍然较差,
不足以应对数控系统的高速实时数据处理及接口处理需求,仍然需要利用 DSP
和 FPGA 芯片辅助处理这些需求。ARM 处理器中断资源丰富,事务管理和任
务调度能力较强,在嵌入式控制系统中主要用于总体系统控制及少量数据处理;
DSP 处理器的特点是浮点数运算能力强,运算速度快,能够保证复杂运算的实
时完成;FPGA 芯片引脚资源丰富,接口处理器能力强,它最大的特点是它的
IO 口可以根据系统需要进行灵活配置,实现各种功能28。
目前,利用嵌入式微处理器开发的数控系统主流结构主要有以下几种:
ARM+DSP、ARM+FPGA/CPLD、ARM+DSP+FPGA/CPLD29。 - ARM+DSP 这种架构利用 DSP 的高速浮点数计算能力,分担 ARM 芯
片实时数据处理任务,有利于保证系统实时性;缺点是不易扩展逻辑功能,接
口处理能力不强,控制电机数、开关量数量都很受限制。 - ARM+FPGA/CPLD 这种架构利用 FPGA 或 CPLD 充分扩展控制系
统接口处理能力,但是这种形式下,系统的插补运算、运动控制运算等问题都
由 ARM 处理器来实现,ARM 处理器数据运算量大,如果 ARM 处理器计算
能力不足,这种方式系统的控制精度和实时性会受到一定的限制。 - ARM+DSP+FPGA/CPLD 目前出现的 ARM+DSP+FPGA 这种架构设
- 计不多,这在嵌入式数控系统设计方面虽然是一种较好的架构,既充分
利用了 ARM 处理器较强的事务处理能力,又利用 DSP 和 FPGA 扩展了系统
的实时数据计算能力和接口处理能力。但是该架构软、硬件系统结构复杂,开
发难度,可维护性相对较差。
本文所设计的雕刻机数控系统目的是开发一个功能完备的经济型数控系
统,同时对嵌入式数控系统性能进行评测。因此实验平台的搭建力求简单,保
证系统结构清晰合理。结合这些因素,对上述三种架构进行分析对比,
ARM+FPGA 架构更适合本课题。具体原因如下: - 硬件结构简单 ARM+DSP+FPGA 架构系统硬件结构复杂,三个核心
之间通信复杂,往往要添加双口 RAM 等昂贵芯片作为中间通讯芯片,这样不
仅提高了系统成本,还给控制系统程序编写带来极大困难。而 ARM+FPGA 双
核系统,两芯片之间的通信协议可以自由定制,不需要外部芯片辅助通信,两
个芯片引脚直接相连接即可编程实现芯片间的通信,这样硬件结构就可以更加
简单可靠。 - 任务分配明确 由于 ARM 和 FPGA 两种芯片各有优缺点,各自特点
分明,分配数控系统任务的时候就很容易各取所长,发挥各自芯片的优点,从
而保证数控系统稳定可靠地运行。由于近几年 ARM 芯片运算速度提升很快,
甚至有些 ARM 芯片里面更是嵌入了 DSP 核心,所以利用这种 ARM 芯片,
配合 FPGA 芯片30,就可以达到 ARM+DSP+ FPGA 架构系统的性能,硬件
开发的复杂程度也不高。这样 ARM 芯片就可以胜任原来 ARM+DSP 两芯片
的任务,既可以进行任务调度,又可以进行实时插补运算,而 FPGA 芯片则可
以发挥接口处理能力强的优势,充分扩展数控系统接口。 - 编程灵活易于实现模块化编程 ARM 芯片性能的提高,可以运行嵌
入式系统,可利用其强大的功能和丰富的编程资源,给数控系统控制程序的编
写带来了极大的方便。而且 FPGA 芯片由于自身优点,编程极其灵活,非常容
易实现模块化编程31。这样就可以在短时间内开发出自己的数控系统,大大缩
短了开发周期,同时降低了成本,增加了实验的可行性。
通过上面的比较分析,"ARM+FPGA"架构嵌入式控制系统更适合本文所
要开发的雕刻机控制系统平台。
2.3.4 控制系统方案设计
本文采用 ARM9(S3C2440)+FPGA 设计硬件平台,配以 Windows CE 嵌
入式操作系统设计的软件平台,软硬结合设计数控雕刻机控制系统。雕刻机控
制系统总体设计方案如图 2-4 所示。
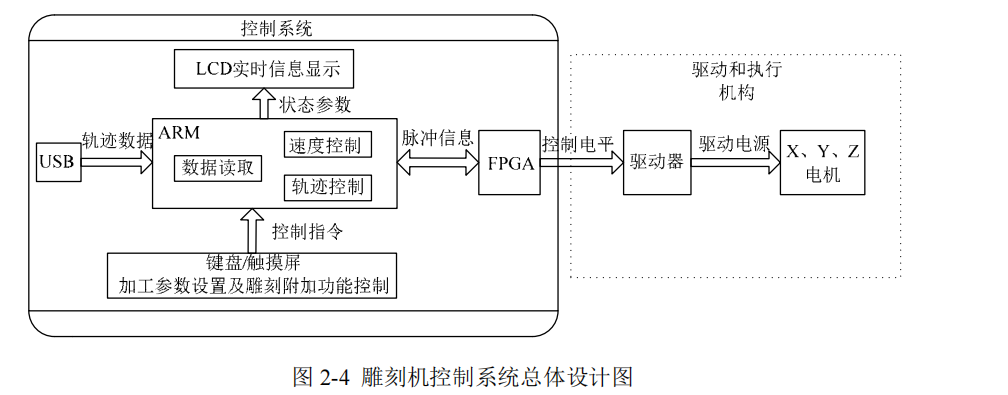
整个数控系统的工作流程是:首先通过键盘或触摸屏进行刀具坐标、脉冲
当量、加速度、雕刻最大速度等加工参数的设置,然后在 USB 文件中选择一个
由专业 CAD 软件生成好的雕刻加工轨迹数据读取到系统中,S3C2440 主处理
器会对读取到的数据进行轨迹优化、轨迹预处理和速度控制等操作计算出三轴
联动脉冲的关系并且将这些信息传送给 FPGA,最终通过 FPGA 将脉冲发送给
驱动机构来控制雕刻机实现三轴联动完成产品的雕刻;于此同时系统整个运作
的过程都会实时在 LCD 屏幕上显示出来以供操作者观察。
信迈提供ARM+FPGA设计生产服务。