摘要
激光直接能量沉积(LDED)和激光粉末床熔融(LPBF)是航空航天等领域关键金属增材制造(AM)工艺,但其制件质量稳定性仍面临挑战。熔池温度作为影响制件质量的核心参数,其原位监测技术亟待突破。本文提出了一种基于光场(LF)相机的多眼监测方法,用于AM熔池温度场原位监测。首先,建立光场子孔径拜耳模型(LFSBM),提取红绿蓝(R、G、B)波长的熔池图像;通过黑体炉标定LF相机的相对光谱响应比,基于双波长理论从R、G、B通道图像中推导熔池温度场。B/G、R/B和R/G通道组合的相对光谱响应比线性拟合均方根误差分别为76.34 K、62.24 K和78.66 K,最大温度平均误差验证为1.03%,2973.15 K、3073.15 K和3273.15 K温度场的误差小于3%。进一步校正LPBF同轴系统对波长的影响,温度图轮廓误差低于1.4%。通过LDED和LPBF设备对高熵合金及Ti6Al4V合金进行实验,分析了熔池长度、宽度及最大温度的演化规律。该方法简化了测量流程,支持无限温区监测,为AM熔池温度原位监测提供了创新解决方案。
本文通过光场相机的多视角成像技术,结合双波长辐射理论,解决了传统红外设备高温校准困难、视场受限的问题,实现了宽温域、高精度的熔池温度场原位监测。
图文导读
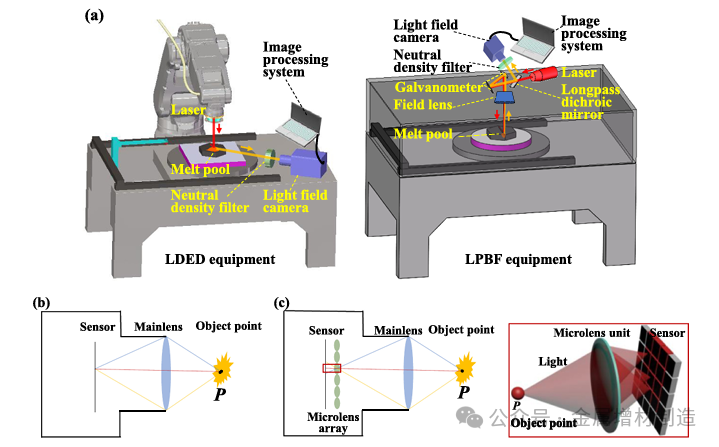
图1. LDED和LPBF熔池温度测量系统的多眼系统示意图
(a) LDED和LPBF设备的熔池温度测量系统示意图;
(b) 传统相机成像;
(c) 光场相机成像。
(注:光场相机通过微透镜阵列捕获多视角光信息,保留角度信息以实现多波长图像解耦。)
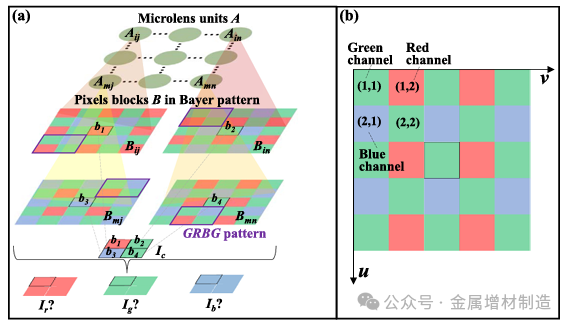
图2. LF相机拜耳矩阵的映射
(a) LF微透镜单元与拜耳像素块的映射关系;
(b) 拜耳像素块的坐标定位。
(注:通过标定微透镜中心与拜耳阵列,分离R/G/B通道的单波长亚孔径图像。)
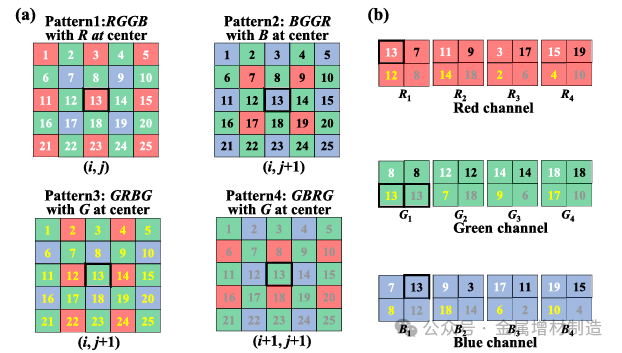
图3. 从LF相机提取单波长图像
(a) 四种拜耳阵列分布模式(RGGB、BGGR、GRBG、GBRG);
(b) R/G/B三通道单波长子孔径图像提取。
(注:基于色滤镜排列规则,拼接同波长像素以重构单色熔池图像。)
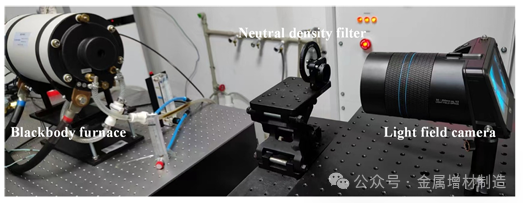
图4. 黑体炉标定LF相机相对光谱响应比(工作距离550 mm)
(注:通过中性密度滤光片调节光强,记录不同温度下的双波长灰度比,拟合相对光谱响应比。)
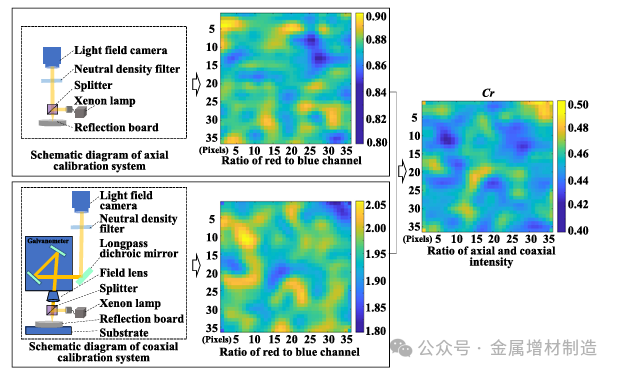
图5. 校正LPBF同轴系统波长强度
(注:对比同轴与离轴条件下红蓝通道光强比,修正同轴光学系统对温度测量的干扰。)
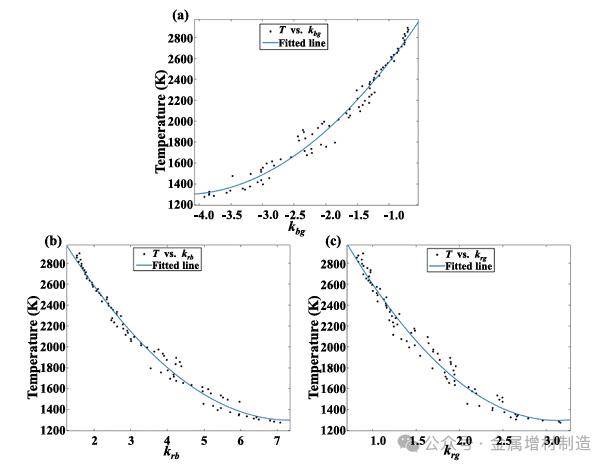
图6. LF相机R/G/B通道相对光谱响应比标定结果
(a) T与响应比k_bg的拟合曲线;
(b) T与k_rb的拟合曲线;
(c) T与k_rg的拟合曲线。
(注:二次多项式拟合实现温度反演,RMSE分别为76.34 K、62.24 K和78.66 K。)
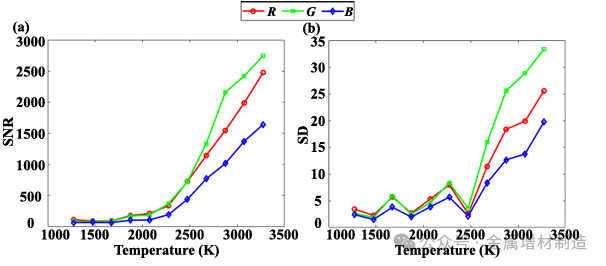
图7. 黑体炉图像的信噪比(SNR)与标准差(SD)
(a) 不同温度下的SNR值;
(b) 30×30像素区域的SD分布。
(注:G通道信噪比最高,B通道热噪声显著,验证温度测量可靠性。)
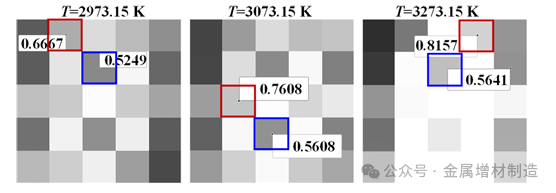
图8. 黑体炉中心区域局部像素细节
(注:2973.15 K、3073.15 K和3273.15 K下的R/G/B通道强度分布,分析高低温区测量误差。)
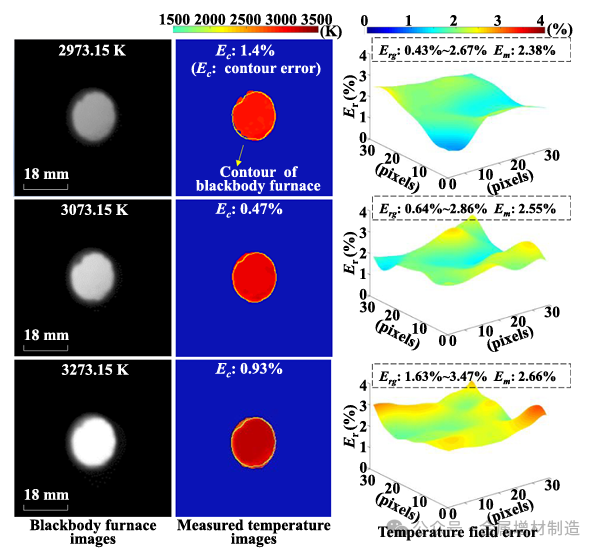
图9. 黑体炉温度场及轮廓误差
(a) 黑体炉温度图像;
(b) 温度场测量轮廓;
(c) 30×30像素区域误差分布。
(注:轮廓误差Ec≤1.4%,验证多眼系统的空间一致性。)
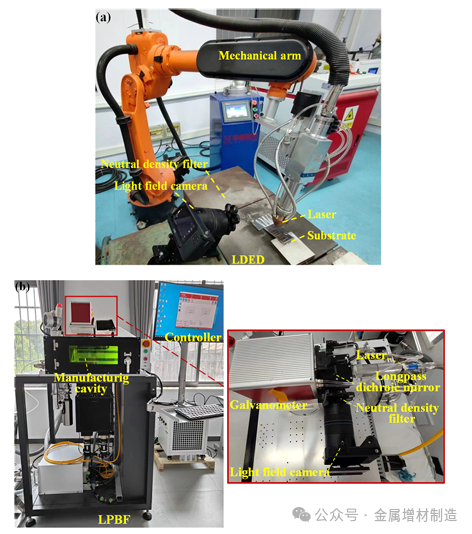
图10. LDED和LPBF熔池原位温度监测装置
(a) LDED设备;
(b) LPBF设备(含同轴光路)。
(注:通过可调中性密度滤光片适应不同材料的热辐射强度。)
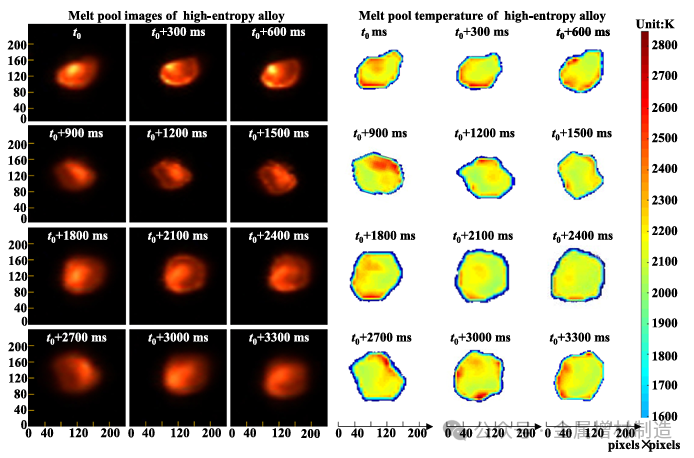
图11. 高熵合金熔池温度监测序列(激光功率1000 W,扫描速度10 mm/s)
(注:熔池高温区集中在亚中心,温度范围2200--2810 K,低速扫描增大热影响区。)
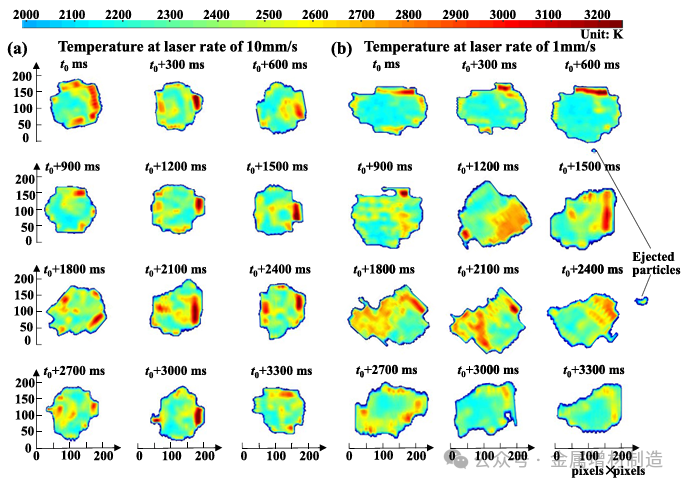
图12. Ti6Al4V合金熔池温度监测
(a) 扫描速度10 mm/s;
(b) 扫描速度1 mm/s。
(注:低速扫描导致熔池尺寸增大,飞溅颗粒影响边缘轮廓。)
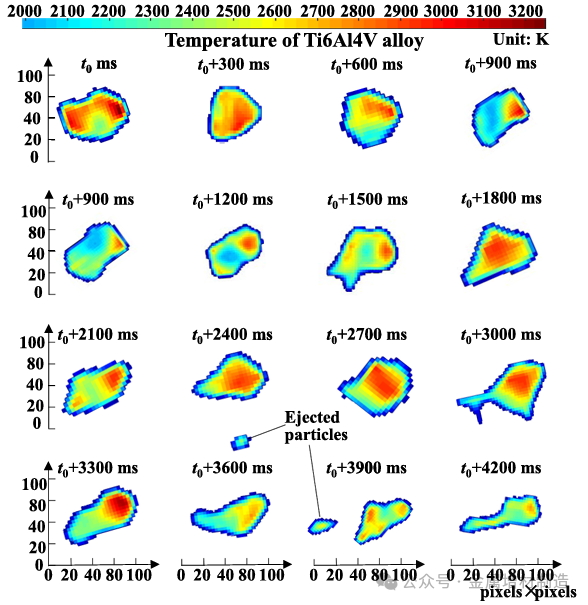
图13. LPBF钛合金熔池温度监测序列(激光功率400 W,扫描速度200 mm/s)
(注:高温区呈彗星状头部,尾部出现飞溅,温度范围2000--3210 K。)
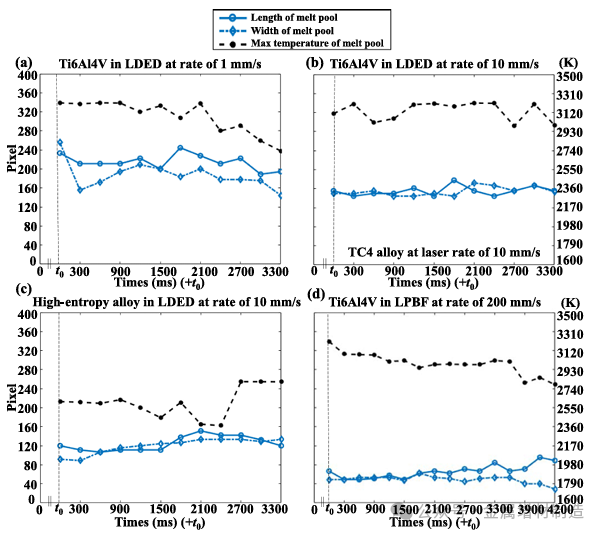
图14. 熔池几何参数与温度演化
(a) 高熵合金(10 mm/s);
(b) 钛合金(1 mm/s);
(c) 高熵合金(10 mm/s);
(d) 钛合金(200 mm/s)。
(注:熔池长度、宽度与温度动态关联,高速扫描抑制热积累。)
结论
本文提出了一种基于光场相机的多眼监测技术,通过标定相对光谱响应比和同轴系统校正,实现了LDED和LPBF熔池温度场的宽温域(>3000 K)、高精度(最大误差1.03%)原位监测。该方法避免了传统红外设备的波长校准复杂性,支持多材料、多工艺的在线质量控制,为复杂构件的冶金缺陷预测提供了新工具。
文章转载:金属增材制造
免责声明:转载此文目的在于传递更多信息,仅供读者学习、交流之目的。如有侵权,请联系删除