数控车刀片选型秘籍:从入门到精通
在数控加工的世界里,车刀片就像是战场上的利刃,选对了刀片,加工效率和质量都能翻倍。然而,面对琳琅满目的刀片型号和复杂的参数,很多人都会感到困惑。今天,我们就来揭开数控车刀片的神秘面纱,带你从入门到精通,轻松选对刀片。
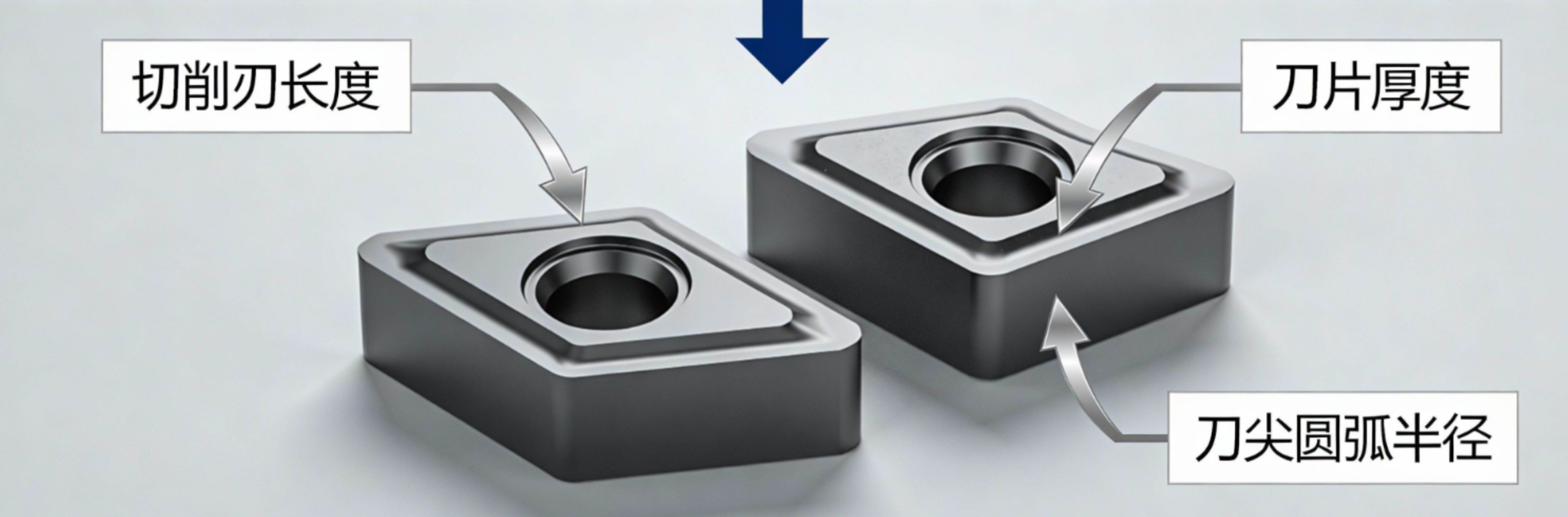
刀尖圆弧半径:决定加工精度的关键🗡
刀尖圆弧半径越大,抗冲击性越强;半径越小,切削越精细。
关键参数
常见刀尖圆弧半径代号与对应尺寸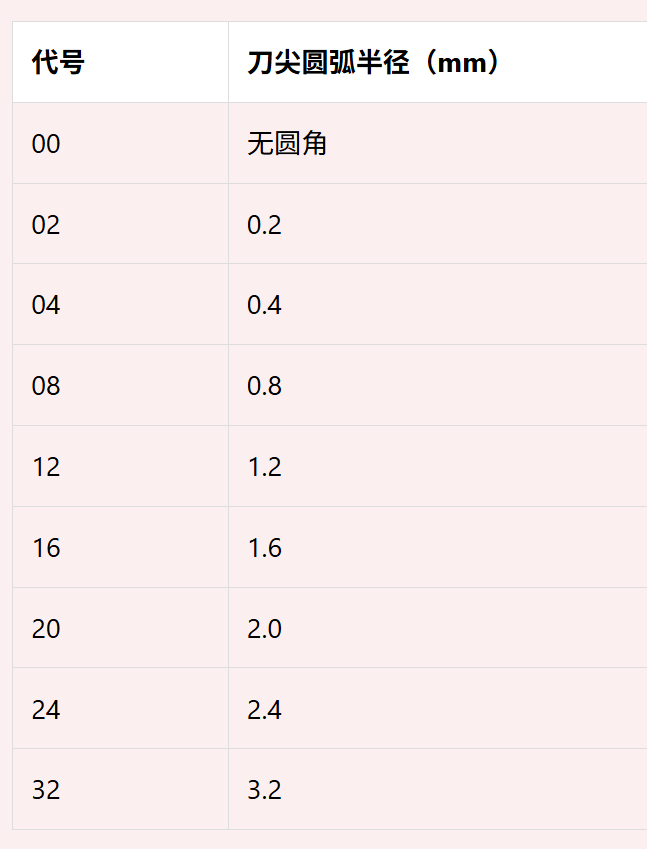
一般来说,刀尖圆弧半径越大,抗冲击性越强,适合粗加工;半径越小,切削越精细,适合精加工。例如,在粗加工钢件毛坯时,可以选择刀尖圆弧半径为0.8mm或1.2mm的刀片;而在精加工薄壁件时,则应选择刀尖圆弧半径为0.2mm或0.4mm的刀片。

刀片型号解码:读懂每一个字符的含义🔍
ISO国际标准型号解码 TNMG160408 逐字拆解
型号解析
前缀字母:代表刀片形状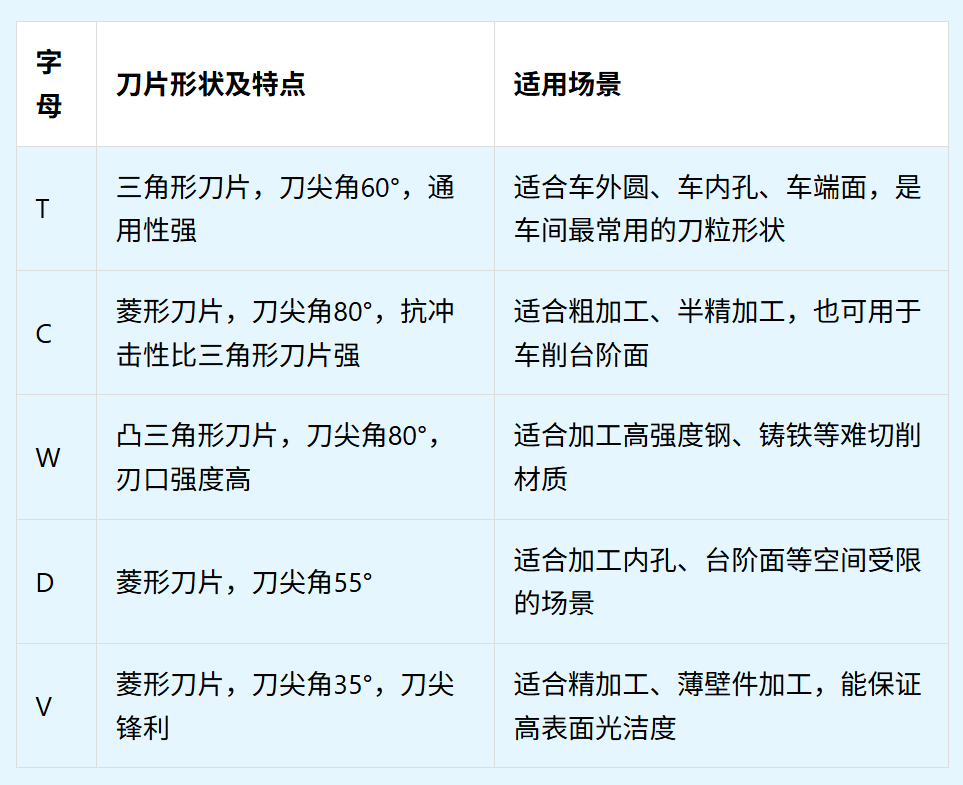
中缀字母:代表后角、公差
前缀后面的1 - 2个字母,分别对应刀粒的"后角"和"制造公差"。
- 后角
常见的有N(0°)、M(7°)、P(11°)等。后角越大,刃口越锋利,切削阻力越小,适合加工软质材质(如铝合金);后角越小,刃口强度越高,适合加工硬质材质(如高硬钢)。
- 公差
常见的有M(中公差)、G(高精度公差)。批量精密加工选G级公差,保证刀粒互换性;常规加工选M级即可,性价比更高。
后缀数字:代表尺寸参数
字母后面的一串数字,是刀粒的"尺寸密码",核心看4个关键维度:
- 前两位数字
代表刀片边长,单位是毫米(mm),边长越大,切削范围越广,适合粗加工。
- 中间两位数字
代表刀片厚度,单位是毫米(mm),厚度越大,刀粒刚性越强,抗冲击性越好。
- 最后两位数字
代表刀尖半径,单位是0.1毫米(mm),刀尖半径越大,抗冲击性越强,适合粗加工;半径越小,切削越精细,适合精加工。
不同品牌刀片型号差异:选对品牌,事半功倍🏷️
国产与国际品牌型号差异
株洲钻石 vs 山特维克
品牌差异
国产刀片 - 株洲钻石(ZCC·CT)
国产刀片型号通常以字母开头,代表材质大类、适用工件材料、涂层/工艺类型等,最后以数字结尾代表细分牌号。例如型号 YBG205:
• Y:硬质合金材质大类(Y = 硬质合金,C = 金属陶瓷,D = 金刚石等)。
• B:适用工件材料(B = 不锈钢,P = 钢件,M = 铸铁,K = 高硬材料)。
• G:涂层/工艺类型(G = TiAlN涂层,N = 无涂层,S = 超细颗粒)。
• 205:细分牌号,代表成分配比和性能等级。
国际品牌 - 山特维克(Sandvik)
国际品牌的型号命名逻辑与国产有所不同,通常以字母组合开头代表材质组,中间数字代表涂层类型,最后数字为牌号代码。例如型号 GC4225:
• GC:材质组(GC = 通用铸铁加工,GC = 钢件车削,H = 淬硬钢)。
• 4:涂层类型(1 = 无涂层,3 = TiN,4 = TiAlN)。
• 225:牌号代码,对应耐磨性、韧性等性能参数。

快速判断刀片用途:粗加工还是精加工⚖️
从型号、外观、材质、场景判断
选对刀片,加工更高效
用途判断
从刀片型号判断
- 精度等级代号
G级代表精磨刀片,适用于精加工;M级代表压制刀片,适用于粗加工或半精加工。
- 刀尖圆弧半径
大圆弧半径(如0.8mm及以上)适合粗加工;小圆弧半径(如0.4mm及以下)适合精加工。
从刀片外观判断
- 刃口特征
粗加工刀片刃口厚实,具有较强的抗冲击能力;精加工刀片刃口锋利,经过精细研磨。
- 断屑槽形状
粗加工刀片断屑槽宽、深,形状粗犷;精加工刀片断屑槽窄、浅,形状精细。
从刀片材质判断
- 粗加工刀片
优先选择韧性好的硬质合金刀片,如带厚涂层的型号。
- 精加工刀片
可以选择CBN(立方氮化硼)或陶瓷刀片。
从加工场景判断
- 粗加工场景
适合进行大切削量、低转速的"暴力切削",常见的刀片形状有圆刀片、90°正方形刀片和80°菱形刀片等。
- 精加工场景
适用于高转速、小切深的加工,适合的刀片形状有55°、35°菱形刀片等。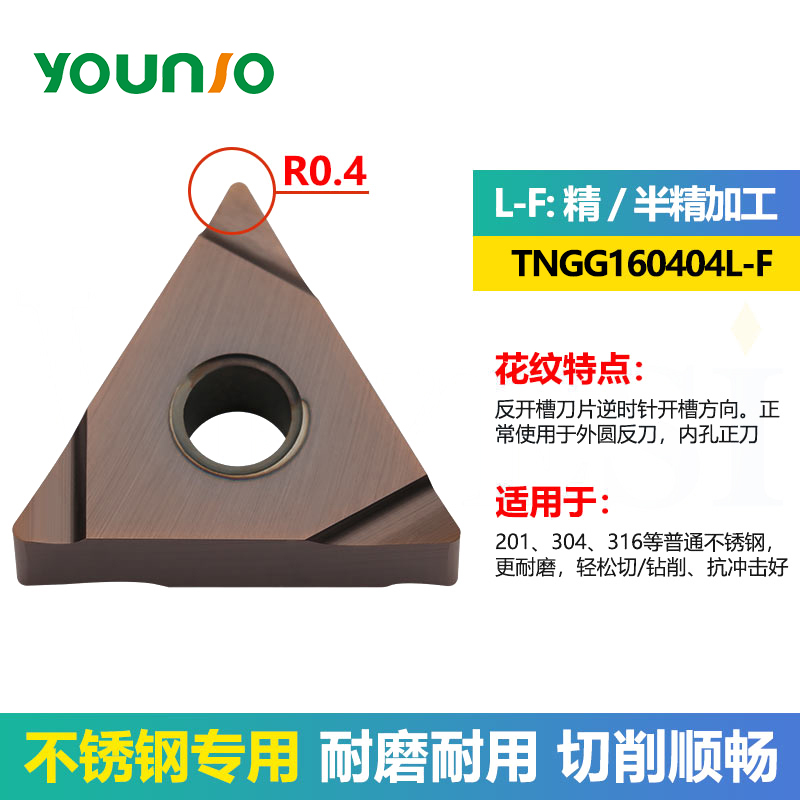

避坑指南:这些错误千万别犯⚠️
常见选型错误;避免踩坑,提高效率
避坑指南
- 只看型号不看适配材质
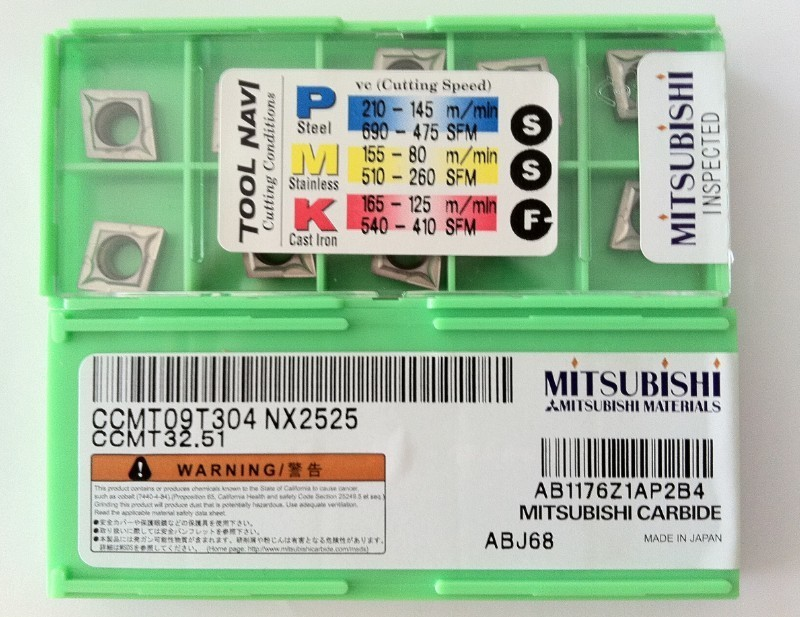
不同材质的刀片适用于不同的加工材料,比如把加工钢件的"P类"刀粒用来加工不锈钢,会导致粘刀、崩刃,一定要结合刀粒盒上的材质标识(P/M/K等)一起判断。
- 混淆刀尖半径单位
后缀最后两位数字的单位是0.1毫米(mm),比如"05"是0.5mm,不是5mm,买错会直接导致加工尺寸偏差。
- 混用粗精加工刀片
粗加工刀片用于精加工会留下刀痕,精加工刀片用于粗加工可能直接崩裂,一定要根据加工需求选择合适的刀片。
今天就分享到这,感谢您抽出宝贵的时间阅读!