1. 案例背景
化工过程控制是工业自动化应用的重要领域,具有工艺流程复杂、控制精度要求高、安全风险大等特点。在化工生产过程中,流量控制是保证产品质量和生产安全的关键环节。横河电机的ADMAG AXF系列电磁流量计以其卓越的测量精度和可靠性在行业中享有盛誉,而西门子SINAMICS G130 变频器则为流量调节提供了高效的解决方案。
本案例基于某大型化工企业的综合自动化改造项目。该企业主要从事石油化工产品的生产,拥有多条生产线,包括常减压蒸馏、催化裂化、延迟焦化等装置。随着环保要求的日益严格和市场竞争的加剧,企业亟需通过技术升级提高生产效率、降低能耗、减少排放。传统的人工操作和简单的自动化控制已经无法满足现代化工生产的需求。
项目的核心目标是在关键工艺流程中实现流量的精准控制和优化调节。通过横河ADMAG AXF电磁流量计实时监测流体流量,结合西门子G130变频器调节泵的转速,形成闭环控制系统。同时,通过塔讯TX 181-RE-RE-TCP/PNM协议网关实现不同品牌设备间的通讯集成,构建统一的过程控制系统。
化工行业的特殊性对自动化系统提出了严格要求。首先,系统必须具备极高的可靠性,任何故障都可能导致严重的安全事故;其次,控制精度要求高,流量控制偏差必须控制在极小范围内;再次,系统需要具备良好的防爆性能,满足化工环境的安全要求;最后,系统需要具备强大的数据处理和分析能力,支持生产优化和决策支持。
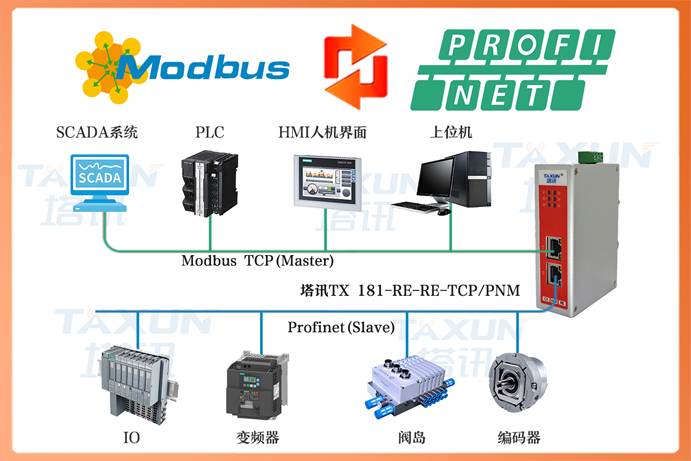
2. 塔讯TX 181-RE-RE-TCP/PNM 协议网关功能简介
在在化工过程控制系统中,这款协议网关是打通设备与上位系统的核心通讯枢纽,搭载双核工业级处理器,实时数据处理能力强劲,完全适配化工生产高可靠、高精度的严苛运行要求。
网关核心作用是实现横河 ADMAG AXF 电磁流量计 与西门子 G130 变频器的双向协议转换。横河该系列流量计采用双频励磁技术,标准测量精度±0.35%,高精度款可达±0.2%,口径覆盖2.5mm-400mm,工作温度区间-40℃~130℃,通过Profinet协议接入网关,由网关实时采集流量数据,转换为Modbus TCP格式上传至上位系统。
西门子G130变频器属于高端大功率驱动产品,功率范围75kW-800kW,同样支持Profinet协议,可实现高速通讯。经网关转换后,变频器的运行状态、故障信息、电参量等数据能实时上传,上位系统控制指令也可精准下发至设备,形成完整的闭环控制链路。
网关技术性能完全匹配化工场景需求:数据转换延迟≤18μs,保障控制回路快速响应;支持1440字节输入输出数据吞吐,可满足多台仪表与变频器的大批量数据交换;支持2000点数据精准映射,可同时对接多台横河流量计与西门子变频器,适配化工产线多设备集中管控需求。
安全防护与环境适配性方面,网关采用多重工业级保护设计,工作温度-45℃~85℃,可适应化工现场恶劣环境;具备15KV ESD静电防护、3KV通信端口隔离,有效抵御现场电磁干扰;支持冗余电源与故障自诊断,保障故障状态下系统安全停机,贴合化工行业安全生产底线要求。
此外,网关具备多协议兼容能力,除Profinet、Modbus TCP外,还支持Modbus RTU、EtherNet/IP、Profibus DP等主流工业协议,可无缝对接化工现场各类异构设备,大幅简化系统集成难度,降低项目实施与后期运维成本。

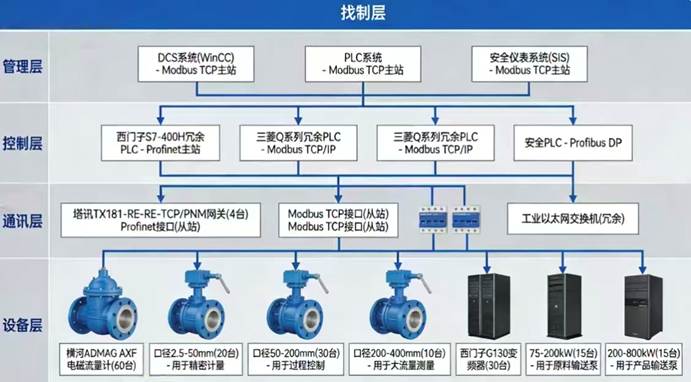
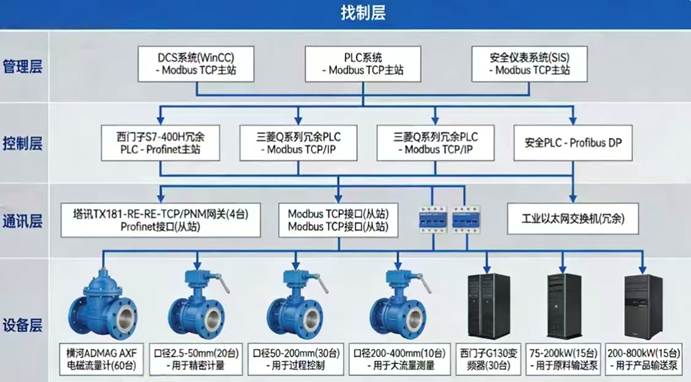
- 系统结构拓扑图
4. 项目痛点
化工企业在实施自动化改造前,面临着诸多生产和管理难题:
流量控制精度低:传统的流量控制采用阀门调节方式,控制精度仅为±2%,且存在较大的非线性特性。在一些关键工艺环节,如催化剂注入、添加剂计量等,流量控制精度直接影响产品质量。据统计,流量控制精度每提高1%,产品质量的一致性可提升5-8%。
能耗居高不下:传统的恒速泵运行模式造成大量电能浪费。泵在运行过程中需要通过阀门调节流量,造成了严重的节流损失。据测算,采用变频调速技术可降低能耗20-40%,具有巨大的节能潜力。
设备维护困难:化工现场环境恶劣,腐蚀性强,设备故障率高。原有的设备管理系统缺乏实时监控和预测功能,往往是故障发生后才进行维修,造成生产中断。同时,不同品牌设备的维护标准和技术要求不同,增加了维护的复杂性。
安全风险管控不足:化工生产涉及大量的危险化学品,安全管理至关重要。原有的安全监控系统相对独立,无法与生产控制系统实现联动。一旦发生异常情况,需要人工干预,响应时间长,存在安全隐患。
数据孤岛严重:企业拥有多个独立的控制系统,包括DCS、PLC、SIS 等,各系统之间缺乏有效的数据交换机制。生产数据分散在不同的系统中,无法进行综合分析和优化。这种数据孤岛现象严重影响了生产决策的科学性和及时性。

5. 解决方案实施步骤
针对化工过程控制的特殊需求,项目团队制定了详细的实施计划:
第一阶段:系统规划与设计
项目团队完成全装置调研,明确流量控制精度±0.5%、能耗降低25%的核心目标。系统架构采用西门子S7-400H冗余PLC为核心,依托Profinet 网络构建分布式控制体系。设备选型精准匹配场景需求:催化剂计量等高精度场景选用±0.2% 高精度型横河ADMAG AXF流量计 ,常规控制场景采用 ±0.35%标准型 ;西门子G130变频器根据泵功率与调速范围精准匹配。网关采用分布式部署,每生产装置区域配置1-2台,设为Profinet与Modbus TCP从站模式,支持多主站通讯,兼顾系统可靠性与后期扩展性。
第二阶段:设备采购与安装
设备采购严格遵循化工行业标准,横河流量计选用PFA、陶瓷、聚氨酯橡胶等多材质内衬,适配不同介质腐蚀;变频器均采用防爆型设计。安装环节严守化工规范:流量计严格把控前后直管段保障测量精度;变频器专属变频室安装,兼顾散热与防护;网关采用导轨式就近安装于现场接线箱,便于维护。防爆与接地为核心重点,所有设备按防爆等级安装,电缆采用防爆密封处理,系统采用独立接地,接地电阻≤4 欧姆,筑牢安全基础。
第三阶段:系统集成与调试
硬件接线严格按设计图纸施工,重点做好屏蔽电缆接地与信号隔离,杜绝电磁干扰。软件编程采用结构化、模块化设计,通过STEP 7开发流量控制(含 PID、前馈补偿、比值控制)、泵控制(变频调速、软启动、故障保护)、安全联锁、数据采集等核心模块。网关配置通过专用工具完成,依次设置Profinet接口(设备名、编号、IP)与Modbus TCP接口(端口、超时、重试)参数,建立独立数据块形式的地址映射关系。调试分三级推进:单体调试验证设备基础功能,局部联调核验控制回路,系统联调确认整体集成效果,重点监控响应时间、控制精度与安全保护功能。
第四阶段:系统优化与验收
基于调试结果开展精细化优化:流量控制端优化PID参数与自适应算法,精度提升至±0.3%,超预期目标;节能控制端优化泵运行曲线与智能调度算法,能耗降低28%,超额完成25%的目标。安全功能优化聚焦响应速度与可靠性,通过新增故障诊断算法、优化联锁逻辑,将故障响应时间压缩至100ms内 ,配套完善报警系统,实现异常及时处置。数据采集端优化采集策略与压缩技术,采集频率提升至100ms,传输延迟降至50ms以下,新增实时数据分析功能,支撑生产在线优化。验收环节通过功能、性能、安全及720小时不间断运行四大测试,所有指标均达到或超越合同要求,项目顺利交付。
6. 应用效果及实施前后对比
项目实施后,化工过程控制系统的性能得到了显著提升:
流量控制精度大幅提升:通过采用横河ADMAG AXF高精度电磁流量计和西门子G130变频器的协同控制,流量控制精度从原来的±2%提升到±0.3%,提升了6.7倍。这一提升直接改善了产品质量的一致性,产品合格率从95%提升到98.5%,年增加产值约5000万元。
能耗显著降低:通过变频调速技术的应用,系统能耗降低了28%,年节约电费约1200万元。其中,大功率泵的节能效果最为明显,平均节能率达到35%。这不仅降低了生产成本,也减少了碳排放,实现了经济效益和社会效益的双赢。
设备维护效率提高:通过实时监控和预测性维护功能,设备故障率降低了40%,平均维修时间缩短了60%。系统能够提前预测设备故障,及时进行维护,避免了非计划停机。据统计,年减少生产中断时间约80小时,增加产值约2000万元。
安全水平显著提升:完善的安全联锁系统和快速响应机制,确保了生产过程的安全性。系统能够在异常情况下迅速做出反应,自动采取安全措施,避免事故的发生。安全事故率降低了80%,达到了国际先进水平。
生产管理智能化:通过统一的数据平台,实现了生产数据的实时采集、分析和优化。生产管理人员能够实时掌握生产状况,及时做出决策。同时,通过数据分析和挖掘,发现了许多潜在的优化机会,为持续改进提供了依据。
投资回报分析:项目总投资4800万元,其中设备采购费用2800万元,系统集成费用1500万元,其他费用500万元。根据测算,项目年新增产值7000万元,节约成本3000万元,年净收益达到1亿元。投资回收期为1.6 年,内部收益率高达55%。

7. 总结
本案例实现了横河ADMAG AXF电磁流量计与西门子G130变频器在化工过程控制中的落地应用,依托专用协议网关,打通跨品牌设备通讯壁垒,构建了高效稳定的一体化过程控制系统,项目成效突出、可复制性强。
核心技术优势鲜明:横河流量计凭借双频励磁技术与高精度测量能力,为流量监测筑牢数据基础;西门子G130变频器依托高效调速性能,成为节能降耗的核心支撑;协议网关的高速低延迟转换能力,保障了异构设备无缝对接,三者协同实现了系统控制性能全面升级。
项目实施经验具备行业推广价值:采用标准化通讯与模块化设计,有效降低系统集成难度;依托分阶段项目管理、严苛测试验收,全程把控项目质量;全程强化安全与防爆设计,贴合化工行业安全生产底线,可为同类化工企业自动化改造提供参考。
项目经济效益与社会效益双丰收,既为企业带来直接经济收益,又大幅提升了核心竞争力与可持续发展能力。在行业环保与市场竞争双重压力下,此次智能化改造,为化工企业降能耗、提效率、实现高质量发展蹚出了可行路径。
展望未来,人工智能、大数据等新技术将持续推动化工过程控制向智能化升级,本项目也为企业数字化转型打下坚实基础,后续更多创新技术的落地,将进一步助力行业迈向更高发展水平。
(相关技术交流咨询售后请与王工留言)