一、概述
本报告针对消费电子显示模组精密互连场景,结合硬件工程量产实际问题,系统性解析ACF 异方性导电胶膜工艺的材料结构、导通原理、电气性能、失效机制、制程规范。同时对标传统锡焊焊接工艺,从导通原理、制程条件、基材适配、载流能力、生产成本、可靠性、工艺替代性等维度完成全方位对比。
重点解答行业工程疑问:屏幕 COG 驱动 IC、FPC 排线供电电路的 ACF 适用性、ACF 水平侧向挤压短路机理、量产如何规避 ACF 横向失效、两种工艺的选型边界。本报告汇总全部研讨内容,具备完整的理论依据与量产落地价值,可作为硬件结构设计、制程工艺选型、不良问题分析的参考标准。
二、ACF 工艺基础介绍
2.1 ACF 定义与物理结构
ACF 全称 Anisotropic Conductive Film(异方性导电胶膜),是显示行业精密互连的核心高分子复合材料。
ACF 整体由两大组分构成:
- 绝缘树脂基体:高分子热固化胶材,起到粘接、绝缘、定型、缓冲的作用;
- 导电微粒:粒径 3~15μm 的镀金 / 镍树脂微球,均匀离散分布在树脂内部。
常温无压力原始状态 :导电粒子互相分离,无接触通路,ACFXY 平面、Z 轴全方向绝缘,无导电能力。
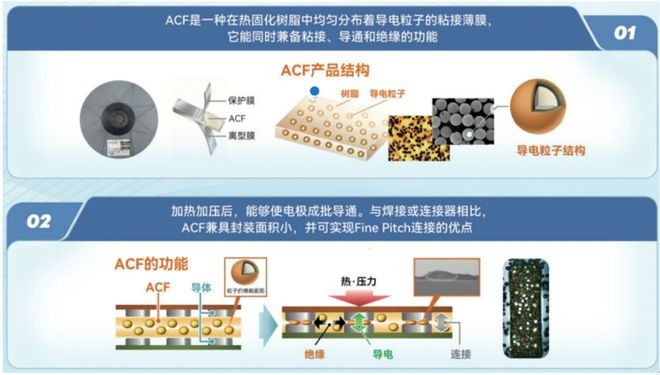
- 清晰展示 ACF 三层结构:离型膜 + 树脂基体 + 导电粒子
- 导电粒子均匀分散,互不接触,整体全方向绝缘
示意图 1:ACF 原始状态结构特征:粒子离散、整体绝缘、无导通回路
2.2 ACF 热压导通工作原理
ACF 需通过专用绑定设备完成热压固化制程 ,标准量产工艺参数:温度 170~220℃、压力 20~60MPa、保压时长 5~15s。导通逻辑具备极强的各向异性:
- 垂直 Z 轴(电极上下方向):热压过程中树脂软化流动,上下基板电极挤压导电粒子,微粒受压形变、互相接触,形成稳定的垂直导电通路,实现电气导通;
- 水平 XY 轴(电极左右方向):标准垂直压合工况下,导电粒子被绝缘树脂包裹隔离,无法相互搭接,基板相邻线路保持绝缘状态。
热压完成后树脂快速固化,同时实现机械结构粘接 + 单向电气导通,是玻璃、柔性基材超细引脚互连的唯一主流工艺。
- 呈现热压前后对比:未压合时粒子分散,压合后 Z 轴粒子被压扁接触
- 清晰标注了电极与导电粒子的接触关系
示意图 2:ACF 标准垂直热压导通剖面特征:Z 轴导通、XY 横向绝缘、树脂定型固定结构
2.3 ACF 工艺主流应用场景
ACF 无法替代常规焊接工艺,专门用于传统锡焊无法实现的精密互连场景,行业标准应用:
- COG:玻璃基板驱动 IC 绑定;
- FOG:FPC 柔性排线与显示屏玻璃绑定;
- FOP:FPC 与 PCB 精密互连;
- COF:柔性基板芯片绑定;广泛应用于手机、平板、车载屏、可穿戴设备等超薄、窄边框显示产品。
三、ACF 供电电路适配性分析(核心工程问题)
在屏幕模组设计中,工程师重点关注:COG 驱动 IC、FPC 排线的供电电路是否可以使用 ACF 工艺,本章节明确其适用边界。
3.1 可使用 ACF 的电路
ACF 由大量导电粒子并联形成导电通路,单电极集成数千颗导电微粒,足以承载设备弱电功耗:
- 驱动 IC 1.8V/3.3V 逻辑供电;
- 屏幕 VDD、VCOM 像素驱动供电;
- 显示信号线路、弱电参考地;以上线路工作电流均为mA 级,是行业原厂标配 ACF 互连方案,稳定性成熟。
3.2 禁止使用 ACF 的电路
ACF 导通方式为微粒点接触导通,对比金属冶金焊接,接触电阻大、散热能力差、导电截面小,存在明确电流上限:
- 屏幕背光正负极供电;
- 设备整机主供电回路;
- 工作电流数百 mA 及 A 级的功率电路。
此类大电流线路若使用 ACF,会出现发热严重、粒子氧化、接触电阻漂移、长期使用断路失效等问题,必须采用锡焊工艺。
3.3 总结
ACF 仅适配低压、小电流、信号级精密电路,不适用于功率供电电路。
四、ACF 横向挤压失效机理深度分析
这是 ACF 工艺最核心、最容易被误解的特性,也是量产花屏、线路串扰、短路不良的核心根源。
4.1 关键结论
ACF 并不是天生横向绝缘,其横向绝缘完全依赖制程与结构:仅垂直受压时绝缘,一旦受到水平侧向挤压、剪切应力,必然横向导电、线路短路。
4.2 失效原理
- 当 ACF 绑定区域受到水平外力、侧向挤压力、剪切力;
- 软化的绝缘树脂发生横向蠕变、向两侧溢流;
- 原本离散的导电微粒被推动聚集、互相搭接;
- 相邻不同电位的电极通过微粒形成横向导通回路;最终导致屏幕串色、画面花屏、线路短路烧毁等不良。
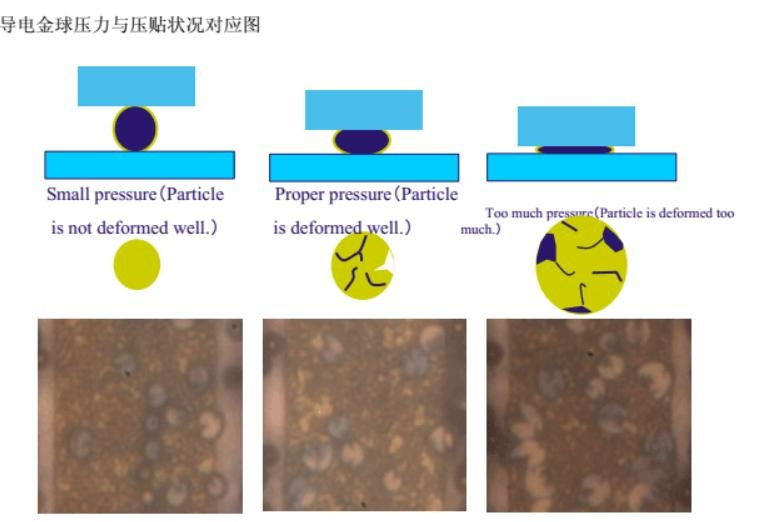
- 展示了不同压力下导电粒子的变形状态
- 包含实际显微镜下的导电粒子照片
- 清晰说明:只有当粒子被充分压扁时,才能形成稳定的导电通路
示意图 3:ACF 侧向受压短路结构特征:树脂横向溢流、粒子连片、XY 方向短路
4.3 量产侧向应力产生诱因
- 设备压头倾斜、对位偏移,压合产生水平分力;
- 热压温度过高,树脂粘度过低,自由横向流淌;
- 压合压力过大,强制挤压胶层外溢;
- 整机装配后 FPC 硬性弯折、外壳 / 泡棉挤压绑定区域;
- 长期高温高湿环境,树脂老化蠕变,粒子缓慢横向迁移。
五、ACF 规避水平挤压短路的全维度量产方案
针对上述失效机理,从设备、制程参数、材料选型、结构设计四个维度制定标准化防控方案,彻底杜绝 ACF 横向短路不良。
5.1 设备与压头管控
- 压头高精度调平,保证绝对水平,下压无倾角,仅产生垂直压力,消除侧向推力;
- 压头宽度严格匹配 FPC 电极有效宽度,不宽不窄,避免多余胶层被挤压溢流;
- 压头端面平整无倒角、无弧度,防止边缘应力集中挤压胶材;
- 设备对位精度控制≤5μm,杜绝偏位带来的剪切应力。
5.2 制程参数优化
- 温度管控:锁定 165~185℃最优固化区间,避免高温导致树脂过稀、肆意流动;
- 压力管控:采用临界导通压力,仅保证导电粒子形变导通,不超额挤压胶层;
- 缩短高温保压时间,让树脂快速固化定型,缩短粒子横向流动窗口期。
5.3 ACF 材料选型策略
- 优先选用高粘度、低流动度胶材,物理抑制树脂横向溢流;
- 选择中低导电粒子浓度型号,降低粒子连片短路概率;
- 选用快速固化体系 ACF,快速定型锁死粒子位置。
5.4 产品结构与装配防护
- FPC 结构预留弯折让位区,ACF 绑定区域禁止弯折受力;
- 整机外壳、泡棉、支架全部避让 ACF 绑定区,无装配挤压应力;
- 增加物理挡胶结构,限制树脂横向扩散范围;
- 优化整机装配工艺,消除产品残余应力,避免长期静态侧压。
六、ACF 工艺与传统锡焊工艺全方位对比
6.1 导通机理对比
- 锡焊工艺 :依靠焊锡熔融浸润金属焊盘,形成金属冶金熔合结构,全方向导通,接触电阻极低,导电稳定性极强;
- ACF 工艺:依靠导电微粒挤压点接触导通,单向 Z 轴导通、XY 绝缘,接触电阻更高,属于物理接触导通,无冶金熔合。
6.2 制程与基材适配性
- 锡焊:制程温度 260℃以上,仅适配 PCB 铜质焊盘;超细间距(<0.15mm)极易连锡短路,高温会烧毁玻璃、FPC、显示屏,无法用于精密显示模组;
- ACF:低温制程 160~200℃,适配玻璃、PET、柔性 FPC、IC 凸点,最小可实现 20μm 超细引脚互连。
6.3 载流能力与可靠性
- 锡焊:可承载 A 级大电流,耐震动、耐高温、耐湿热老化,适合工业、车载、电源等高可靠场景;
- ACF:仅适配 mA 级弱电信号与小功率供电,抗震动、抗湿热能力弱,长期应力下易脱层、断粒、接触不良。
6.4 生产成本对比
- 材料成本:ACF 含镀金 / 镍精密导电粒子,单价高达数千元每平方米;锡膏、锡丝耗材成本极低;
- 设备成本:ACF 精密绑定机量产设备 200~500 万元 / 台;锡焊回流焊、电烙铁设备门槛极低;
- 良率与返修成本:ACF 一次固化成型,几乎无法返修,不良即报废;锡焊可人工补焊,返修便捷、良率可控;
- 仓储维护成本:ACF 需要恒温冷藏储存、设备精密维护;锡焊工艺无特殊仓储与维护要求。
综合结论:ACF 整体生产成本远高于锡焊工艺。
6.5 工艺替代性判定
- 锡焊无法替代 ACF:超细间距、玻璃 / 柔性基材、低温超薄的显示互连场景,锡焊存在高温损坏、连锡短路致命缺陷;
- ACF 无法替代锡焊:大电流功率电路、高震动工业设备、车载高可靠产品,ACF 导电能力与可靠性无法达标;
- 两种工艺互补不可互换,需根据场景选型。
七、总结
- ACF 依靠垂直热压实现各向异性导通,横向绝缘并非材料固有属性,而是制程与结构约束的结果,侧向挤压必然造成短路失效;
- ACF 可稳定用于屏幕 COG、FPC 的弱电供电与信号线路,绝对不能用于背光、主供电等大电流功率回路;
- ACF 工艺基材适配性、精细度远超锡焊,但是在成本、载流能力、可靠性、可返修性全面弱于传统锡焊;
- 通过设备校准、参数管控、材料选型、结构防护四重方案,可彻底解决 ACF 横向挤压短路的量产不良;
- ACF 与锡焊为互补工艺,无全面替代关系,是精密电子与常规电路两种场景下的专属互连方案。