项目落地概况
近期,某头部新能源车企杭州湾工厂电驱动产线轴承压入工位完成设备切换,18台砺星伺服压机整线上线,目前已通过72小时连续稳定运行测试与客户工艺验收。

轴承压装行业与产线痛点
新能源汽车渗透率持续攀升,电驱动总成作为核心动力单元,产线产能需求快速增长。本次项目客户为国内新能源汽车领域头部企业,坚持核心零部件全域自研、自产的技术路线,电驱动总成在其自有工厂内完成制造与装配。
轴承压入是电驱动装配中的关键工序,对压装力控精度要求极高:压力不足则轴承未到位,影响电机运转精度与寿命;压力过大或速度过快,则可能造成轴承滚道变形甚至报废。在产线节拍持续提速的背景下,"压得快"与"压得准"之间的矛盾日益突出,该工厂原有压装工位存在四重核心痛点:
-
节拍不达标:单件压装CT超过13秒,难以匹配整线节拍要求,成为产线效率瓶颈
-
空行程过冲风险:压机在空行程快速接近阶段加速度高,接触轴承瞬间难以及时减速,容易产生"过冲"造成轴承被压坏
-
上料对中偏差:上料器在放置轴承时存在摆歪现象,导致轴承以非正常姿态进入压装行程,引发压装不良
-
过程数据缺失:压装过程缺乏力-位移的实时采集与记录,不良品发生后无法追溯根因,质量管控依赖终检而非过程管控
砺星伺服压机核心解决方案
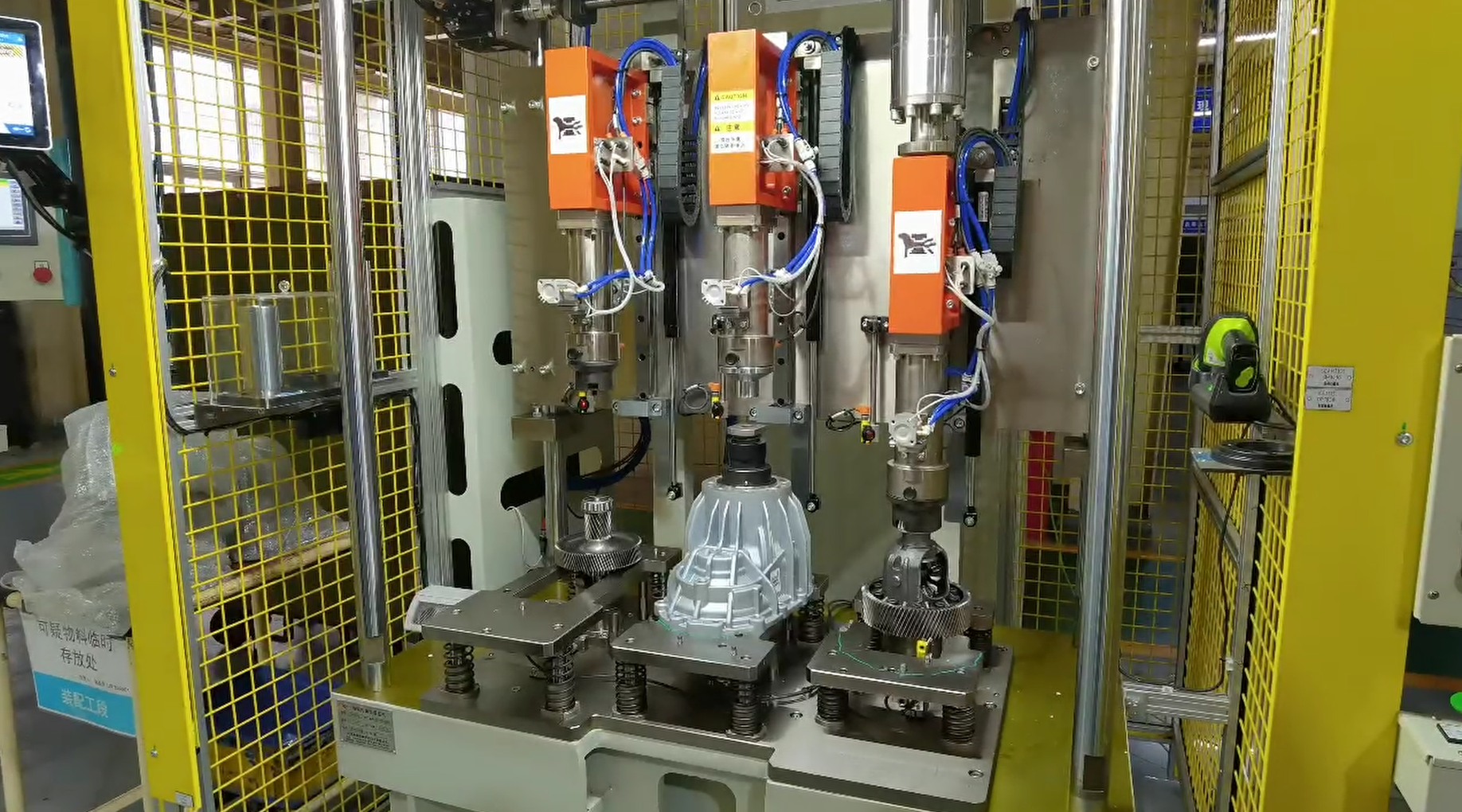
本次方案针对轴承压装工位的节拍、过冲与追溯三大痛点,单工位配置3台砺星伺服压机,整线6个工位共计部署18台,覆盖电驱动轴承压入全部工位,核心技术优势如下:
自适应降速功能:压机在空行程阶段高速下行以缩短装配节拍;在即将接触轴承前,系统基于实时位移反馈自动切换至低速受控状态,精准控制接触瞬间的速度与压力,从根本上解决过冲压坏轴承的问题,同时将空行程时间压缩到极致。
力-位移在线实时监控:监控体系贯穿每一次压装过程,压机实时采集力值与位移曲线,自动比对标准窗口判定OK/NG,任何一件产品的压装参数均可本地存储与追溯。

项目落地成效
经过现场调试与工艺验收,轴承压入工位取得多项关键成果:
-
压装节拍大幅提升:单件CT从13秒以上降至8秒,缩短近一半,达到行业高水平,自适应降速功能在保障压装安全的前提下,让"快"与"准"不再矛盾
-
良率表现优异:不良率稳定控制在**万分之二(0.02%)**以下,力-位移实时监控实现逐件质量判定,压装过程受控、可量化
-
稳定性通过验证:18台压机完成72小时不间断运行测试,设备运行稳定,期间产生的每一件不良品均有完整数据记录可追溯
-
正式通过验收:客户以节拍与良品率为核心验收指标,砺星伺服压机在两项指标上均达到交付标准,正式通过工艺验收
当前电驱动总成是新能源汽车的动力核心,轴承压装质量直接影响电机转速精度、噪振表现与使用寿命。随着主机厂对电驱动产线节拍与过程质量管控标准持续提升,压装工序正从"依赖结果抽检"走向"过程参数闭环",砺星伺服压机的一体化方案可同时适配节拍、精度与数据闭环的升级需求。
砺星企业介绍
砺星智能装备从拧紧工具与伺服压装系统切入汽车核心零部件装配场景,以自研技术力、过程数据可追溯和高可靠性交付为核心能力,持续深耕汽车零部件智能装配领域。
-
体系认证:通过ISO 9001与ISO 14001双体系认证,产品获得美国UL及欧盟CE认证
-
企业荣誉:先后获评国家高新技术企业、上海科技小巨人培育企业、专精特新中小企业及瞪羚企业
-
研发布局:研发人员占比超过35%,在上海、深圳、无锡设有研发中心
-
服务范围:为汽车主机厂及零部件企业提供从伺服压装到智能拧紧的完整装配解决方案