1. 痛点聚焦
- 调度响应慢:5.2 秒,缝纫工位等待 20 分钟 / 天
- 在制品积压:220 件 / 线,生产节拍波动 ±15%
2. 方案架构
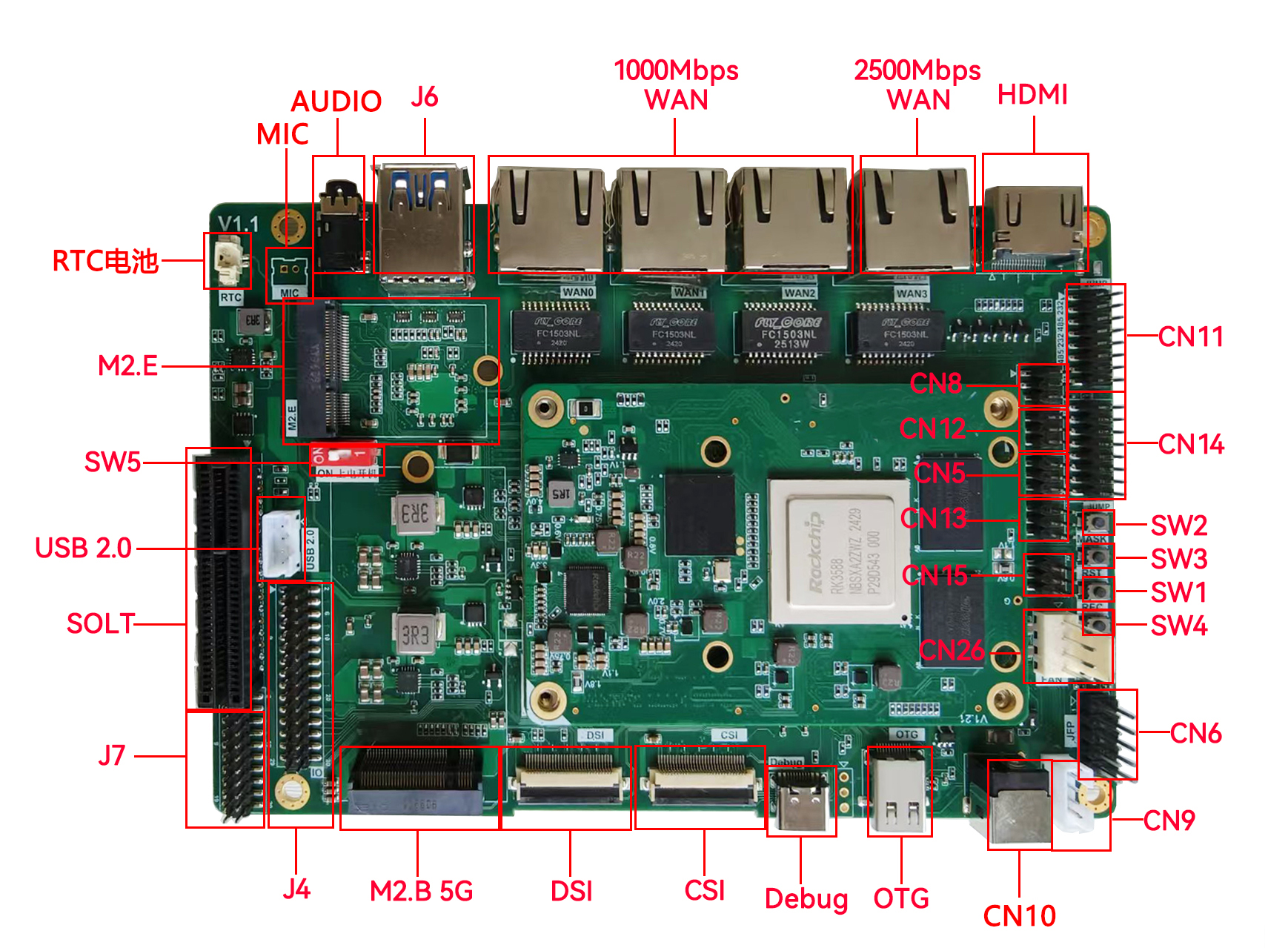
【工位传感器】→【EFISH-SBC-RK3588调度层】→【吊挂轨道系统】
↓ ↓ ↓
RFID/红外 → 负载均衡算法 → 伺服电机控制 3. 核心技术支撑
3.1 数据采集
- 感知网络:200+RFID 读写器(5 米识别距离)
- 传输协议:2.5G 网 + Wi-Fi 6,丢包率<0.01%
3.2 调度算法
- 模型:蚁群算法路径优化(求解时间<100ms)
- 策略:预测性调度提前 30 分钟规划
3.3 设备控制
- 协议支持:Modbus/TCP+Profinet,定位精度 ±0.5mm
- 并发能力:支持 200 台设备同时在线调度
4. 客户价值量化
| 指标 | 传统方案 | 本方案 | 提升幅度 |
|---|---|---|---|
| 调度响应时间 | 5.2 秒 | 0.6 秒 | +88% |
| 工序平衡率 | 68% | 92% | +24% |
| 在制品积压量 | 220 件 / 线 | 45 件 / 线 | -80% |
| 生产节拍波动 | ±15% | ±5% | -67% |