全自动视觉检测设备是一种利用机器视觉技术替代人工检测的自动化系统,广泛应用于电子、五金、汽车零部件等领域。以下是其核心特点和应用场景:
 一、设备组成与工作原理
一、设备组成与工作原理
核心组件
图像采集系统:采用高分辨率工业相机(如SONY CCD或Basler相机)捕捉产品表面图像。
图像处理系统:通过算法实现边缘检测、去噪、特征提取等,结合AI深度学习提升缺陷识别精度。
控制系统:协调检测流程并输出结果,支持与MES系统数据交互。
工作流程
图像采集→数据传输→算法处理→结果输出(合格/不合格判定及不良品剔除)。
二、核心优势
高效率:支持24小时连续作业,检测速度可达每分钟数百至上千件。
高精度:可识别0.001mm级缺陷(如划痕、裂纹、尺寸偏差)。
稳定性:减少人为误差,长期运行故障率低。
三、典型应用场景
电子制造
PCB板AOI检测:识别焊点缺陷、字符印刷错误等。
-电子元器件:检测NTC焊点、电容电阻防错料等。
 汽车零部件
汽车零部件
-发动机/底盘部件:表面裂纹、氧化、变形检测。
-轴承类零件:360°全角度瑕疵筛查。
其他领域
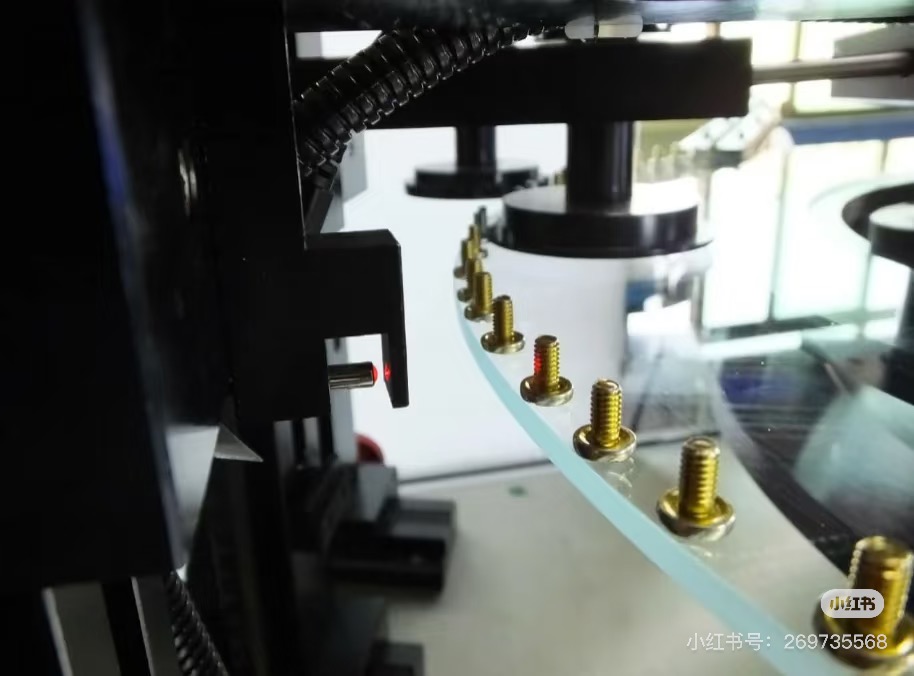
-五金件(铆钉、螺丝)外观筛选。
-薄膜面板、光缆线缆的脏污或变形检测。
四、技术发展趋势
多工位兼容:支持双工位或多工位扩展,适应多品类产品检测。
智能化升级:结合AI算法提升复杂缺陷(如微小划痕)的识别率。