PROFINET转DEVICENET网关重塑食品加工自动化
- 应用背景
在现代食品加工生产线中,自动化程度直接影响生产效率和产品质量稳定性。某食品加工厂原生产系统采用西门子S7-1500系列PLC作为主控制器,通过PROFINET网络连接各智能设备。然而,生产线中仍有多台关键变频器设备采用传统的DEVICENET协议,形成"信息孤岛",导致设备数据无法实时上传至主控系统,设备参数调整需要现场操作,严重影响生产节拍和故障响应速度。特别是在温度控制、搅拌速度和传送带调速等工艺环节,缺乏集中监控导致产品质量波动明显。
- 解决方案
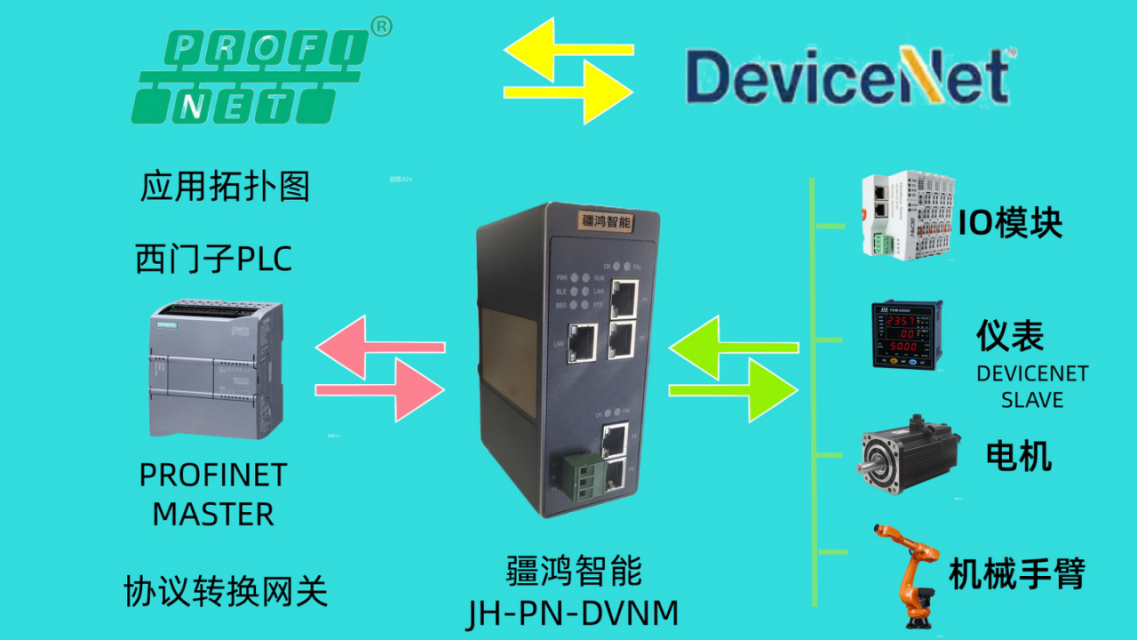
针对这一现状,我们提出了采用PROFINET转DEVICENET协议转换网关的集成方案。该网关设备作为PROFINET网络中的从站设备,与西门子PLC建立稳定通信,同时作为DEVICENET主站,连接多台变频器设备,构建了双向数据通道。我们选用了具备双网络独立处理能力的智能网关,其内置协议栈能够实现两种工业以太网协议的实时转换,确保数据传输的时效性和准确性。网关配置了32位处理器,支持同时连接多达16台DEVICENET设备,满足生产线当前及未来扩展需求。
- 实施过程与原理
项目实施分为三个阶段:网络规划、硬件配置和系统集成。首先,我们对生产线网络拓扑进行了重新设计,将协议转换网关安装在控制柜内,通过标准RJ45接口接入现有PROFINET网络,同时通过五针开放式连接器接入DEVICENET网络。网关的PROFINET侧设置为从站模式,分配固定IP地址,通过GSDML文件导入TIA Portal工程;DEVICENET侧配置为主站,设置125kbps波特率,为每台变频器分配独立的MAC ID。
核心技术原理在于协议转换的实时性保障。网关内部采用双端口RAM结构,分别映射PROFINET和DEVICENET的I/O数据区,通过硬件中断触发数据同步机制,确保输入输出数据的转换延迟小于2ms。在数据映射配置中,我们将变频器的频率给定值、运行状态、故障代码等关键参数分别映射到PROFINET的输入输出模块,实现了在PLC程序中直接读写变频器参数的能力。特别针对食品加工环境的温湿度要求,选用了IP20防护等级的工业级网关,并设计了冗余供电电路。

- 应用效果与项目实施前后对比
系统上线后,生产效率和质量控制均得到显著提升。对比数据显示,设备参数调整时间从平均15分钟/次缩短至30秒/次,全线设备状态监控覆盖率从68%提高至100%。通过PROFINET网络,所有变频器的实时运行数据均能在WinCC画面上显示,实现了预防性维护------系统累计提前预警了7次潜在的设备故障,避免了非计划停机。
在能耗管理方面,通过集中优化变频器运行参数,整线能耗降低了8.3%。产品质量稳定性指标(CPK)从1.12提升至1.45,产品次品率下降了34%。维护人员无需再携带专用调试设备往返于各变频器之间,减少了70%的现场调试工作量。
- 行业推广与前景展望
这一解决方案在食品加工行业的成功应用,为同类企业提供了可复制的技术路径。特别是在拥有多代设备共存的生产环境中,协议转换网关成为连接"信息断层"的有效桥梁。随着食品加工行业向智能化、柔性化方向发展,老旧设备的兼容性改造需求将持续增长。
未来,这类协议转换设备将向更高集成度、更智能化的方向发展。我们预见下一代网关将内置边缘计算能力,能够对采集的设备数据进行预处理和初步分析,并通过OPC UA等更开放的协议与上位系统通信,构建真正的扁平化工业网络架构。在工业互联网背景下,这种"渐进式改造"模式将为传统制造业的数字化转型提供务实可行的技术选择。

创新总结
本项目的核心创新在于采用了"协议转换+数据映射"的集成策略,而非简单的设备替换方案,在保证生产连续性的同时实现了系统升级。特别值得关注的是,我们开发了针对食品加工工艺的专用数据映射模板,将变频器参数与生产工艺参数(如温度、湿度、pH值)建立动态关联模型,使设备控制真正服务于工艺优化。这种以工艺需求为导向的自动化改造思路,为工业自动化项目实施提供了新的视角------技术手段始终服务于生产本质需求,而非相反。
通过这一实践,我们验证了在现有工业网络架构下,通过恰当的协议转换技术实现不同代际设备协同工作的可行性,为制造业的渐进式智能化改造提供了宝贵经验。这种务实而创新的技术路径,在当前制造业转型升级的背景下,具有广泛的借鉴意义和推广价值。