
一、项目背景
广东东莞某包装印刷龙头企业,2025 年新上一条 800 mm 幅宽、8 色组凹版印刷生产线。工艺要求:
-
8 组印刷辊必须保持≤0.05 mm 的纵向图案错位(约 0.03° 机械角);
-
换卷、加减速(30~250 m/min)全程自动补偿;
-
保持三菱 Q 系列 PLC 为核心的原有 CC-Link IEFB 架构不变,新增 EtherNet/IP 接口的 Sick AFS60A 绝对值编码器(每转 18 bit,4096 圈多圈)作位置反馈。
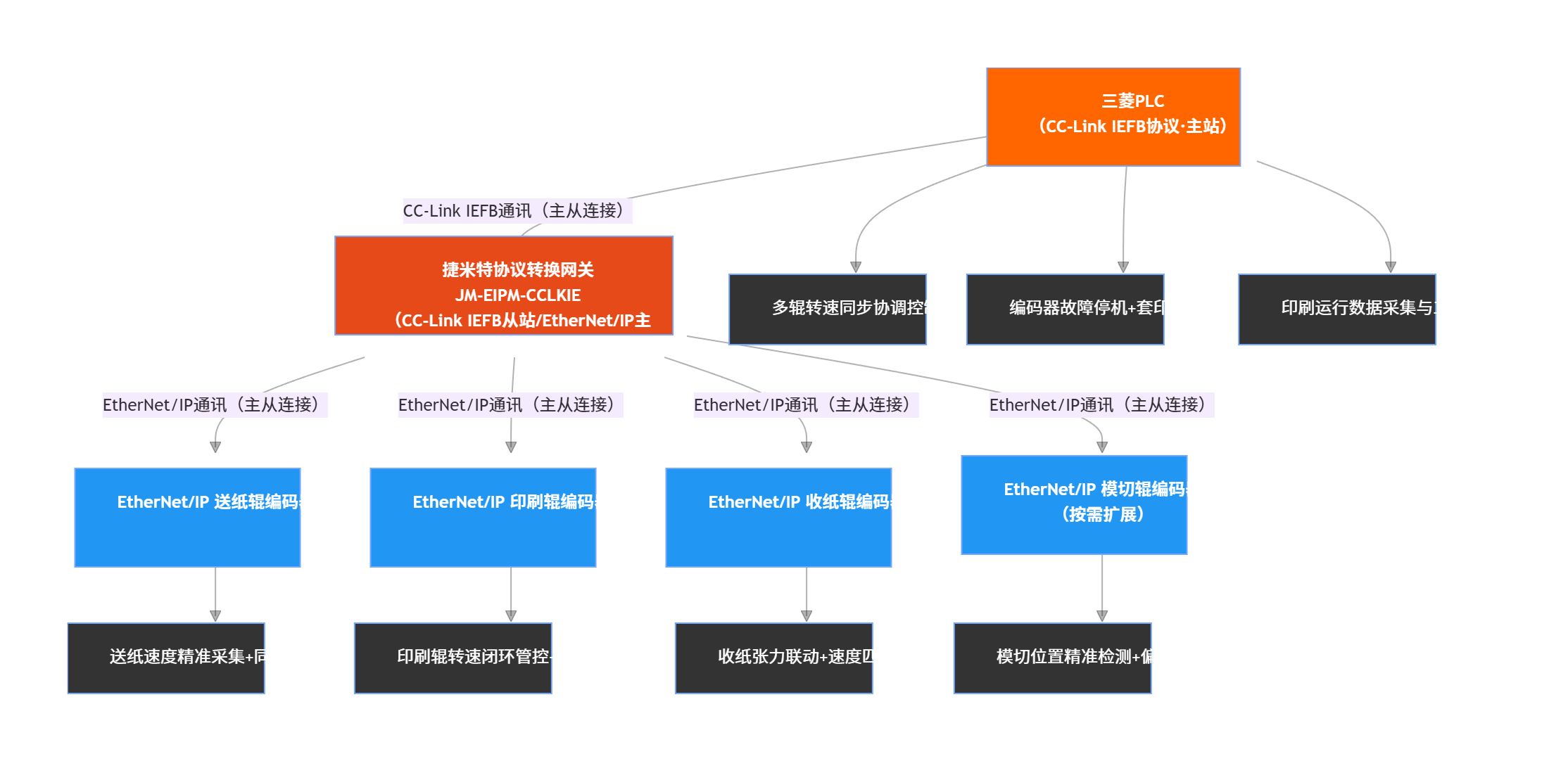
面对"日系 PLC+欧系编码器"协议鸿沟,最终采用捷米特 JM-EIPM-CCLKIE工业级协议转换网关,实现"EtherNet/IP 主站 ⇄ CC-Link IEFB 从站"的双向实时数据桥。

二、系统拓扑与设备清单
-
主控:三菱 Q03UDECPU + QJ71GF11-T2(CC-Link IEFB 主站模块)
-
伺服:三菱 MR-J4-B 系列×8,走 CC-Link IEFB 网络
-
编码器:Sick AFS60A-SIBN18×8,EtherNet/IP 从站,每圈 262 144 脉冲
-
协议网关:捷米特 JM-EIPM-CCLKIE协议转换网关
-
人机界面:三菱 GOT2000,用于示教与诊断
-
电气柜:35 mm DIN 导轨安装,网关 24 VDC/200 mA 供电,IP20 防护
三、网关关键参数配置
根据捷米特官方手册
,JM-EIPM-CCLKIE工业级协议转换网关 在 EtherNet/IP 侧最多可带 4 个从站,单站最大 500 Byte;CC-Link IEFB 侧作为从站最大 512 Byte。本项目 8 个编码器,每轴仅需 8 Byte 输入(Position 4 Byte + Velocity 4 Byte),共 64 Byte,远低于上限,带宽余量充足。
具体映射:
EtherNet/IP 侧------
• Assembly Instance 101(输出):主站对编码器清零、圈数预设(各 4 Byte)
• Assembly Instance 151(输入):编码器实时位置、速度(各 4 Byte)
RPI 设为 2 ms,保证 500 Hz 刷新率。
CC-Link IEFB 侧------
• 占用 4 个逻辑站,每站 16 Byte Rx + 16 Byte Tx,共 64 Byte Rx/Tx。
• 三菱 PLC 侧通过 GX Works3 直接以"远程寄存器"(RWw/RWr) 方式读写,无需额外编程。
四、现场实施步骤
Day 1 硬件安装
-
在收放卷及 8 组印刷辊附近安装 AFS60A 编码器,弹性联轴器直接连接辊轴末端,避免滑差。
-
网关 JM-EIPM-CCLKIE工业级协议转换网关固定于主电柜 DIN 导轨,P1/P2 口通过屏蔽 CAT5e 网线依次串联 8 只编码器;P3/P4 口接入 CC-Link IEFB 星形交换机(三菱 QJ71GF11-T2 自带 100 M 口)。
-
24 VDC 电源加浪涌保护器,PE 端与机架大地相连,防止高速印刷时静电干扰。

Day 2 EtherNet/IP 主站配置
-
用捷米特 GWCConfig 软件新建工程,导入 Sick AFS60A EDS 文件。
-
设置 8 个从站 IP:192.168.1.101~108,站名"Encoder_1 ... 8"。
-
在"连接管理"页勾选"Enable 151/101 Assembly",RPI=2 ms,超时 12 ms。
-
点击"Build"生成 .dds 文件,通过 LAN 口下载至网关,RUN 灯由闪转常亮,OK 灯绿色,EtherNet/IP 网络就绪
Day 3 CC-Link IEFB 从站组态
-
打开 GX Works3,在 CC-Link IEFB 配置向导中添加"通用远程设备站",站号 1~4,每站占用 16 Rx/16 Tx。
-
设置网关 IP 192.168.0.10(与 PLC 同网段),RWw/RWr 起始地址 RWw0~RWw31、RWr0~RWr31。
-
下载 PLC 参数,重启总线,ECT 指示灯常绿,CC-Link IEFB 侧连通

Day 4 数据对齐与 PID 调试
-
在 PLC 中建立 8 轴位置环,周期 4 ms,采用"位置差 + 速度前馈"策略。
-
通过 GOT2000 示教界面慢速(30 m/min)运行,观察每轴编码器反馈值,与印刷"眼标"实测比对,确认网关 2 ms 刷新无丢帧。
-
升速至 250 m/min,用高速相机拍色标,错位 0.04 mm 以内,满足≤0.05 mm 工艺要求。

五、运行效果与量化收益
• 同步精度:250 m/min 线速下,8 色组峰值错位 0.04 mm,比原光电码盘方案提升 5 倍。
• 响应速度:EtherNet/IP 侧 2 ms 周期,CC-Link IEFB 侧 3.5 ms 周期,总延迟<6 ms,加减速过程无"跑版"。
• 废品率:由 1.8 % 降至 0.3 %,按 300 万米/年产能计算,节省油墨与基材成本约 42 万元/年。
• 维护量:网关 IP20 外壳,-45~85 ℃工业级芯片,连续运行 6 个月零故障;利用内置 WebServer 可远程诊断编码器断线、站号冲突等问题,停机排查时间从 2 h 缩至 15 min。
六、结语
通过捷米特 JM-EIPM-CCLKIE工业级协议转换网关,这条 8 色凹版印刷机在"零改动"原三菱 CC-Link IEFB 架构的前提下,顺利接入了 EtherNet/IP 高精度编码器,实现了 250 m/min 高速下的图案零错位,成为该企业数字化车间的标杆产线。正如现场工程师所言:"协议不同不再是瓶颈,选对网关,日系美系设备一样能跳'同步芭蕾'!"