
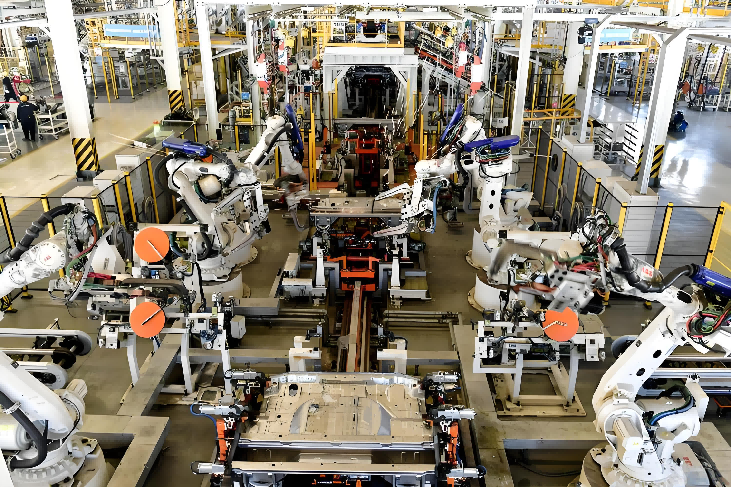
一、项目背景
近年来,随着智能制造的深入推进,汽车制造企业对焊接生产线的柔性化、信息化水平提出了更高要求。华东某整车焊装车间在2025年启动新一轮产线升级,计划引入多台支持 EtherNet/IP 协议的六轴焊接机器人,以提升焊接精度与节拍效率。然而,车间原有控制系统仍以三菱 MELSEC iQ-R 系列 PLC(型号 R04CPU)为核心,采用 CC-Link IE Field Basic(简称 CC-Link IE FB)协议,已稳定连接远程 I/O、伺服驱动器、焊接电源等设备。
为避免更换主控 PLC 带来的高昂成本与停机风险,用户决定采用协议转换方案,实现 EtherNet/IP 机器人与 CC-Link IE FB 控制系统的互联互通。经过多方比较,最终选用远创智控品牌推出的YC-EIPM-CCLKIE工业级协议转换网关,作为EtherNet/IP主站与CC-Link IE FB 从站之间的桥梁,完成数据映射与实时通信任务。
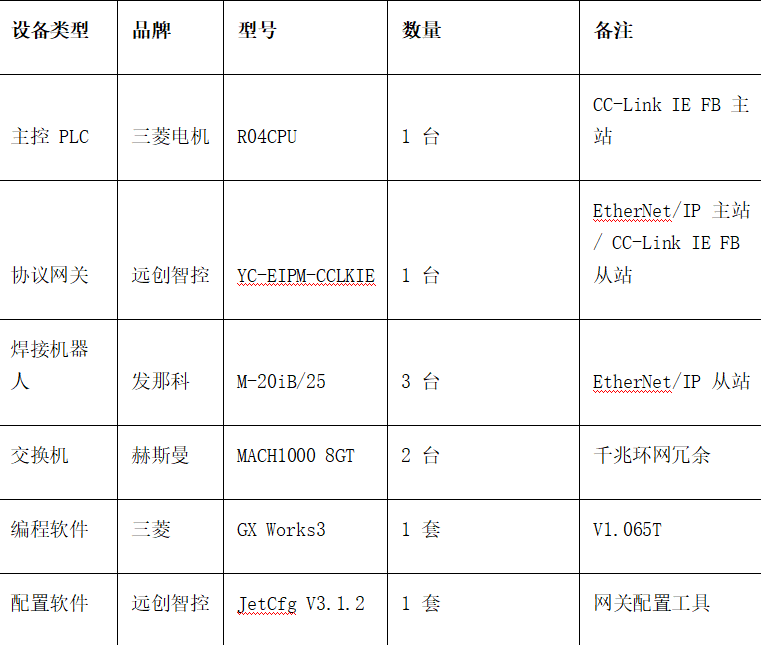
二、关键设备清单
三、网络拓扑设计
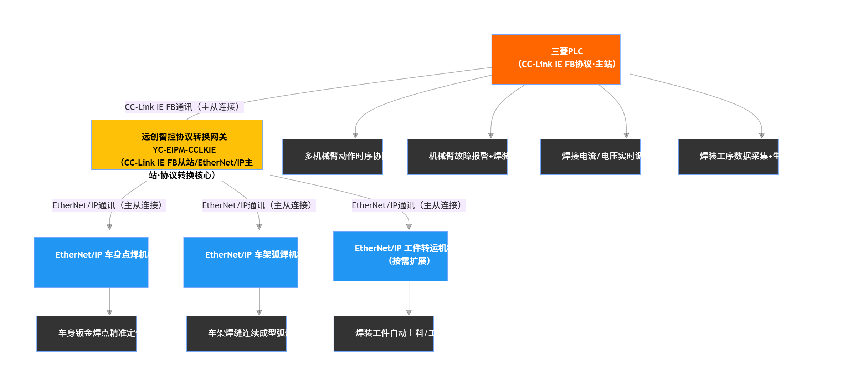
整个系统采用星-环混合拓扑结构,确保通信稳定性与扩展性。
· CC-Link IE FB 侧 :
三菱 R04CPU 本体以太网口通过赫斯曼交换机连接至 YC-EIPM-CCLKIE协议转换网关的 CC-Link IE FB 接口。网关作为从站,站号设为 5,占用 256 字节输入 / 256 字节输出,映射至 PLC 的软元件 D5000-D5255(输入)与 D6000-D6255(输出)。
· EtherNet/IP 侧 :
网关 EtherNet/IP 接口连接至同一交换机,作为主站扫描 3 台发那科机器人。每台机器人分配 128 字节输入 / 128 字节输出,分别映射至网关内部数据区,最终与 CC-Link IE FB 数据区进行双向映射。
四、协议转换配置流程
- 硬件安装
网关采用 DIN35 导轨安装,24VDC 独立供电,PWR 灯常绿表示供电正常。EtherNet/IP 与 CC-Link IE FB 接口均采用屏蔽双绞线连接,确保抗干扰能力。
- 网关配置(JetCfg V3.1.2)
· 创建新项目,选择设备型号 YC-EIPM-CCLKIE;
o EtherNet/IP 侧配置为主站,添加 3 个从站(机器人),每站输入输出各 128 字节;
o CC-Link IE FB 侧配置为从站,站号 5,输入输出各 256 字节;
o 建立数据映射表,将机器人 1~3 的输入数据分别映射至 D5000-D5127、D5128-D5255、D5256-D5383;输出数据映射至 D6000-D6127、D6128-D6255、D6256-D6383;
o 下载配置至网关,RUN 灯常绿表示运行正常。

- PLC 侧配置(GX Works3)
· 打开"以太网配置"→"CC-Link IEF Basic"→添加远程站,站号 5,占用 256 字;
o 设置软元件分配,将 D5000-D5255 设为远程输入,D6000-D6255 设为远程输出;
o 无需编写 FROM/TO 指令,PLC 自动周期刷新数据。
- 机器人侧配置(FANUC ROBOGUIDE)
· 设置 EtherNet/IP 从站参数,输入输出各 128 字节;
o 配置信号映射,如焊接启动、完成、故障、位置到达等;
o 通过 Teach Pendant 监控信号状态,确保与 PLC 数据一致。

五、控制逻辑实现
· 焊接流程控制 :
PLC 根据车型识别信号,通过 D6000 区域下发焊接程序号、启动命令、焊接参数(电流、电压、速度等);机器人接收后执行相应轨迹,完成后将状态、故障码、实际焊接时间等数据回传至 D5000 区域。
· 安全联锁机制 :
若机器人发出报警信号(如焊枪碰撞、伺服故障),PLC 立即中断后续焊接指令,并触发蜂鸣器与 HMI 弹窗提示,确保人机安全。
· 数据追溯功能 :
每完成一次焊接,PLC 将焊接参数与结果打包通过上位机接口上传至 MES 系统,实现关键工位质量追溯。

六、运行效果与效益
· 通信稳定性:连续运行 6 个月,通信零故障,MTBF > 5 万小时;
· 节拍提升:机器人响应时间缩短 30%,单工位节拍由 52 秒提升至 41 秒;
· 调试周期缩短:从硬件安装到投产仅用时 4 天,远低于传统改造方案;
· 成本节约:避免更换主控 PLC 与重写工艺程序,节约费用约 60 万元;
· 扩展性强:后续可无缝接入更多 EtherNet/IP 设备,如视觉系统、激光清洗机等。

七 、总结
通过部署远创智控 YC-EIPM-CCLKIE工业级协议转换网关,本项目成功实现了三菱 CC-Link IE FB 控制系统与 EtherNet/IP 机器人之间的无缝通信。在不改动原有控制架构的前提下,完成了焊接车间的智能化升级,充分体现了协议网关在多品牌、多协议工业现场中的桥梁价值。该方案为汽车、电子、物流等行业提供了可复制、可推广的协议融合范例,也为后续接入 MES、数字孪生等系统奠定了坚实基础。