
项目背景
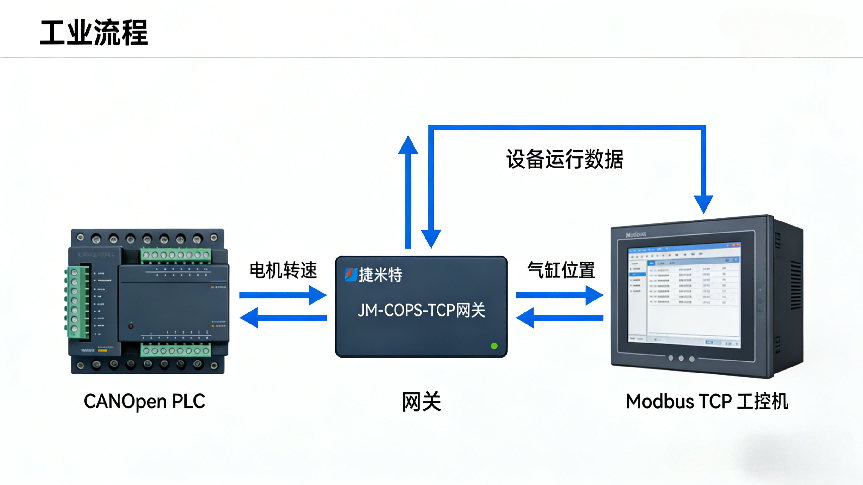
某自动化生产线企业的车间控制系统中,核心控制单元采用 CANopen 协议的 PLC(如巴赫曼 PLC) ,负责控制输送带、机械手、传感器等设备的协同运行,实时采集设备运行状态数据(如电机转速、气缸位置、物料检测信号等)。而工厂的生产管理平台部署在Modbus TCP 协议的工控机 上,用于数据集中监控、报表生成及生产调度指令下发。由于 CANopen 与 Modbus TCP协议不兼容,两者无法直接通讯,导致 PLC 采集的设备数据无法上传至工控机,工控机的调度指令也无法下发至 PLC,只能依赖人工记录数据和现场操作设备,不仅效率低下,还易出现数据误差和指令执行滞后,严重影响生产调度的及时性和准确性。

解决方案
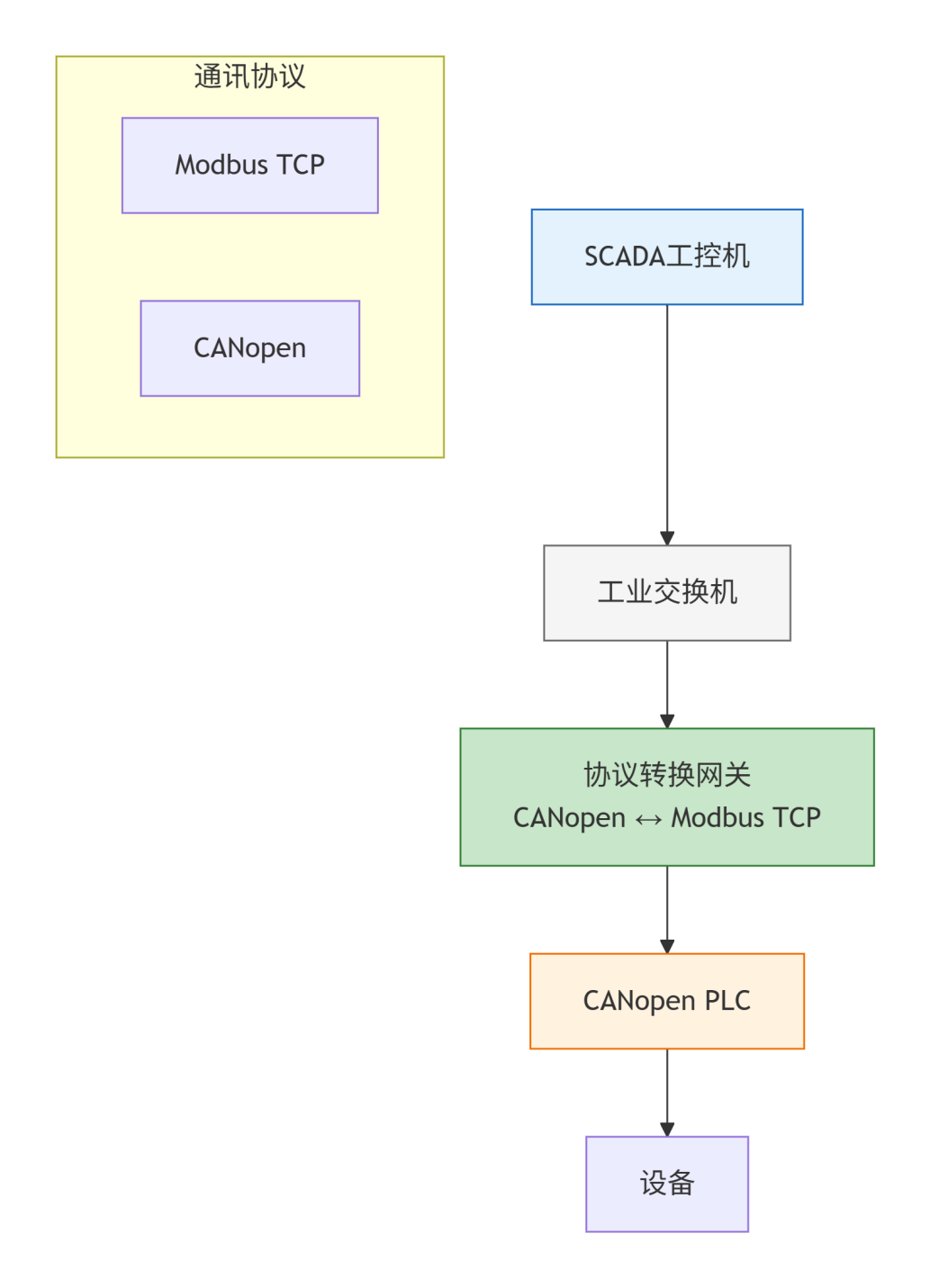
选用CANopen 转 Modbus TCP 协议转换网关 ,搭建 CANopen PLC 与 Modbus TCP 工控机的专属通讯桥梁,实现跨协议数据无缝交互,具体实施如下:
1. 物理链路搭建
按工业标准完成硬件部署,在车间控制柜内通过 35mm DIN 导轨快速安装网关,无需额外改造柜体结构。网关接入 24VDC(±10%)工业供电,最大功率 3.5W,适配现场供电系统且不增加电路负载。通过 CANopen 接线端子与 CANopen PLC 的通讯接口可靠连接,保障控制信号与数据传输稳定性;网关以太网口直接接入工厂局域网,与 Modbus TCP 工控机建立低延迟物理链路,为实时通讯奠定基础。
2. 协议参数适配
在 TIA Portal 环境中导入网关配套 EDS 文件,快速完成设备组态配置。网关 CANopen 侧设为从站模式,波特率适配 PLC 主站参数设为 500kbit/s,节点 ID 配置为 8,确保与 PLC 通讯兼容;根据数据交互需求,添加 32 个接收 PDO 和 32 个传输 PDO,分别映射 PLC 设备运行数据与工控机控制指令,实现双向数据传输通道。网关工作在 Modbus TCP Client 模式,配置 8 个并行 Node 节点(每个支持 32 条命令),采用扫描比率 8 的快速扫描策略,保障核心数据实时性;工控机侧配置 Modbus TCP Server,开放默认 502 端口,完成与网关的通讯适配。
3. 传输质量优化
针对 PLC 输出的 16 位设备参数,设置二字节交换方式,确保数据转换无偏差。划分网关数据缓冲区,输入缓冲区(0x000-0x5DB)存储 PLC 上传数据,供工控机 通过 Modbus TCP 协议读取;输出缓冲区(0x5DC-0xBB7)接收工控机控制指令,同步至 PLC 执行,实现双向透明传输。优化通讯时序参数,响应等待时间设为 150ms,轮询延时设为 80ms,在保障数据实时性的同时避免网络拥堵,确保多设备并发通讯稳定。
4. 故障保障设置
启用网关状态字与异常码功能,实时反馈每条命令执行状态,通过标准异常码(0x01-0x04)及自定义超时异常码(0xFF),快速定位通讯中断、参数错误等故障根源。设置无响应动作为 "保持",当工控机连续三次无应答时,网关保留最后一次有效数据,防止 PLC 因数据丢失出现误操作。通过配置软件将工程文件以.dsn 格式保存并加密,避免非授权人员修改参数,进一步提升系统运行安全性。
项目成效
-
通讯无缝衔接 :成功实现 CANopen PLC 与 Modbus TCP 工控机的双向通讯,工控机可实时采集 30 + 项设备运行数据,数据更新延迟≤100ms,控制指令下发响应时间≤200ms,实现生产数据集中监控与远程调度。
-
生产效率提升:无需人工介入数据传输和指令下发,生产调度效率提升 60%,数据记录误差率降至 0,工控机可根据实时数据动态调整生产计划,生产线产能提升 25%。
-
集成成本降低:无需修改 PLC 和工控机原有程序,仅通过网关配置完成系统集成,项目实施周期缩短至 3 天,相比传统定制开发驱动程序的方案,改造成本降低 70%。
-
运行稳定可靠 :网关模块采用工业级设计,工作温度范围 - 25~55℃,湿度≤95%,IP20 防护等级可有效防尘、防异物侵入,连续运行 6 个月无故障,保障生产线稳定运行,设备平均无故障运行时间提升至 800 小时。