在AI/AR眼镜的制造中,五轴联动技术的价值在于其能够在复杂空间曲面上实现工具(点胶阀)姿态的动态调整,保证胶路始终垂直于工件表面并以恒定速度涂布。然而,要实现这一目标,必须建立一套完整的"扫描-标定-点胶-检测"闭环系统。
光子精密GL-8000系列3D线激光轮廓测量仪在这一闭环中承担着数据入口(扫描)和质量出口(检测)的双重角色。

一、五轴联动扫描:工件三维模型的现场重建
1. 工艺目的与布置
在AI/AR眼镜的来料中,由于注塑或CNC加工的批次差异,实际工件与理论3D模型之间往往存在微米级的偏差。若直接使用理论轨迹点胶,可能导致胶路偏离或胶阀碰撞。五轴联动扫描的目的,就是在点胶前对每一件产品进行现场三维重建,获取真实的工件形貌。
2. GL-8000的布置方式
在该环节,GL-8000通常以两种方式布置:
-
独立扫描工位:在点胶机前设置独立的五轴扫描模块,工件由五轴运动平台承载,GL-8000固定安装于龙门架上。扫描时,五轴带动工件旋转、倾斜,使线激光始终以垂直或最佳角度投射到工件表面,确保高反光曲面(如镜腿弧面、中框凹槽)的点云完整采集。
-
集成扫描头:参考"可搭载式扫描铣削集成系统"的思路,将GL-8000的传感头临时固定在五轴点胶机的电主轴上,由五轴系统带动扫描头围绕工件进行多角度扫描,采集数据后换回点胶阀进行作业。

3. 数据交互与专业性
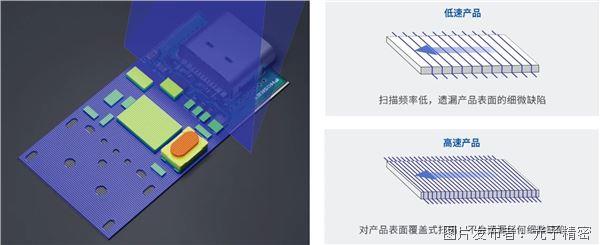
扫描过程中,GL-8000以49kHz的采样速度 和4096点/轮廓的密度获取工件表面的高精度点云数据。这些数据通过GigE或CameraLink接口实时传输至工控机,由Phoskey Vision算法平台进行点云拼接和滤波处理。最终生成的工件实际点云模型,将被用于后续的轨迹规划。
4. 高效性体现
单件AR眼镜中框的完整扫描时间可控制在5-8秒内,与点胶节拍基本匹配。若采用"背靠背"双工位设计,扫描与点胶可并行进行,不占用额外生产时间。
二、3D轨迹提取:从点云到运动轨迹的转化
1. 工艺目的
3D轨迹提取是指从扫描获取的点云数据中,自动识别出需要点胶的特征边缘或凹槽中心线,并生成五轴点胶机可执行的运动代码(G代码或特定指令集)。
2. GL-8000的数据支撑
GL-8000采集的高密度点云为轨迹提取提供了精确的几何依据:
-
特征识别:算法通过分析点云的曲率变化和梯度,自动识别点胶槽的边缘和底部。对于AR眼镜中常见的深槽(深度>2mm),GL-8000的大角度接收光学系统能够确保槽底和槽壁的点云完整无遮挡。
-
轨迹生成:识别出的特征线被转换为空间曲线,并进一步分解为五轴运动的位置数据(X, Y, Z)和姿态数据(A, C轴角度)。例如,在手机刘海屏点胶场景中,胶阀需与产品平面保持45°夹角以避开干涉,这一姿态信息正是通过分析点云的法向矢量计算得出的。
3. 专业性保障
针对透明基材(如波导片)上的轨迹提取,GL-8000的HDR宽动态模式可同时捕捉透明材质的弱反射信号和胶槽边缘的漫反射信号,确保特征边界清晰可辨,避免因透明件导致的特征丢失。
4. 高效性体现
支持3D图档直接导入与点云扫描结果自动比对,实现"所见即所得"的编程体验,加速新产品导入(NPI)阶段的时间。
三、五轴联动点胶与在线检测:工艺与测量的实时闭环
1. 工艺目的
在五轴点胶机执行点胶作业的同时,对已完成的胶路进行即时检测,发现缺陷立即报警或反馈补偿,避免批量不良。
2. "背靠背"布置方式
这是目前高精度点胶线的标准配置:
-
双工位交替:点胶机采用双工位旋转台设计。当工位A在点胶区进行五轴点胶作业时,工位B已点胶完成的工件旋转至检测区。GL-8000固定安装在检测区上方,对工位B的工件进行胶路3D检测。
-
同工位检测:对于超长轨迹或特殊工艺,也可在点胶阀旁边并排安装GL-8000传感器头,实现"即点即测"。点胶阀完成一段轨迹后抬起,检测头随即下降扫描同一段胶路。

3. 检测内容与实时性
GL-8000在检测区执行以下测量任务:
-
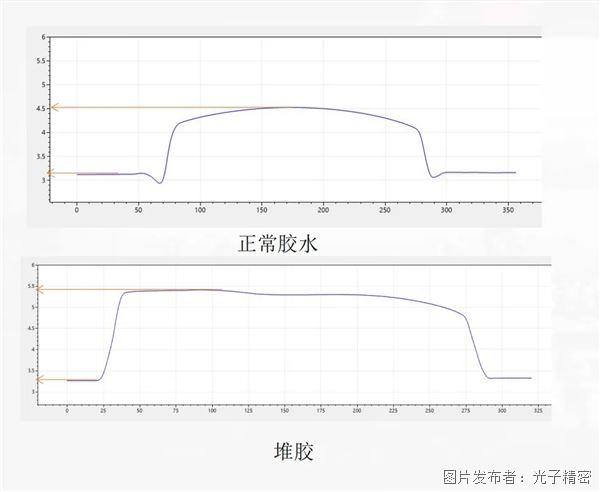
胶宽与胶高:提取胶体横截面轮廓,计算实际胶宽与胶高,与预设标准(如高度0.15mm±0.01mm)比对。
-
缺陷检测:识别断胶、堆胶、塌边、胶路偏移等缺陷。
-
体积计算:积分计算整条胶路的胶水体积,用于监控胶阀吐出量的稳定性。
检测结果在毫秒级时间内完成判定。若某段胶路连续出现偏差(如胶宽偏窄),系统可通过MES或直接IO信号通知点胶机控制器,自动微调该区域的点胶速度或气压,实现闭环补偿。