一、仿真建模构建与运行
1.1. 建模前的基本假设
为了保证模型数据的稳定可靠,在一定程度上简化内部运行过程。以下为具体的内容说明:
(1)模型整体假设。在仿真模型中,每个生产区域只摆放2个暂存区和一个处理器,作为仿真不同的区域的生产情况,以便减少模型的复杂性。
(2)模型输入参数假设。在实际生活中,难免会出现产品损耗等情况,在仿真过程中,因损耗低,且考虑模型的建模难度,因此在建模过程中不考虑因其他因素导致的产品损耗。
1.2 仿真的目的
通过FlexSim仿真的建模及运行结果,导入初始和优化模型的不同布局图,对物流配送的有效性进行验证。因此,通过以下六个方面对仿真结果进行对比分析。
- 搬运距离。通过对物料的搬运距离的对比,可以得出优化前后物流的运输距离的优化提升。
- 搬运工具的利用率。通过对比优化前后搬运工具的利用率,可以反映出搬运工具的劳动负荷是否得到了降低。
- 实际日产量。通过对比生产车间的实际的日产量的输出数据,可以反映优化前后整个生产车间的运行效率是否得到提升。
- 设备利用率。通过分析设备的利用率,可以分析优化后设备的使用率是否得到提升。
- 物料的等待时间。通过分析各个区域的物料的平均等待时间,可以得出每个区域是否出现堵塞的状况,也是反应物流的顺畅性的一个重要指标。
- 在制品库存数量。通过统计各个区域的在制品的数量进一步反应出车间各个区域的物流的流转顺畅性。
1.3. 构建仿真模型
(1)准备工作
打开仿真模型,添加各个实体,比如发生器、暂存区、任务分配器、叉车、吸收器等,并用使用A和S进行连接。同时给每个作业区都设置一个合适的参数。通过仿真运行分析,选择合适的分析指标,并输出仿真结果。
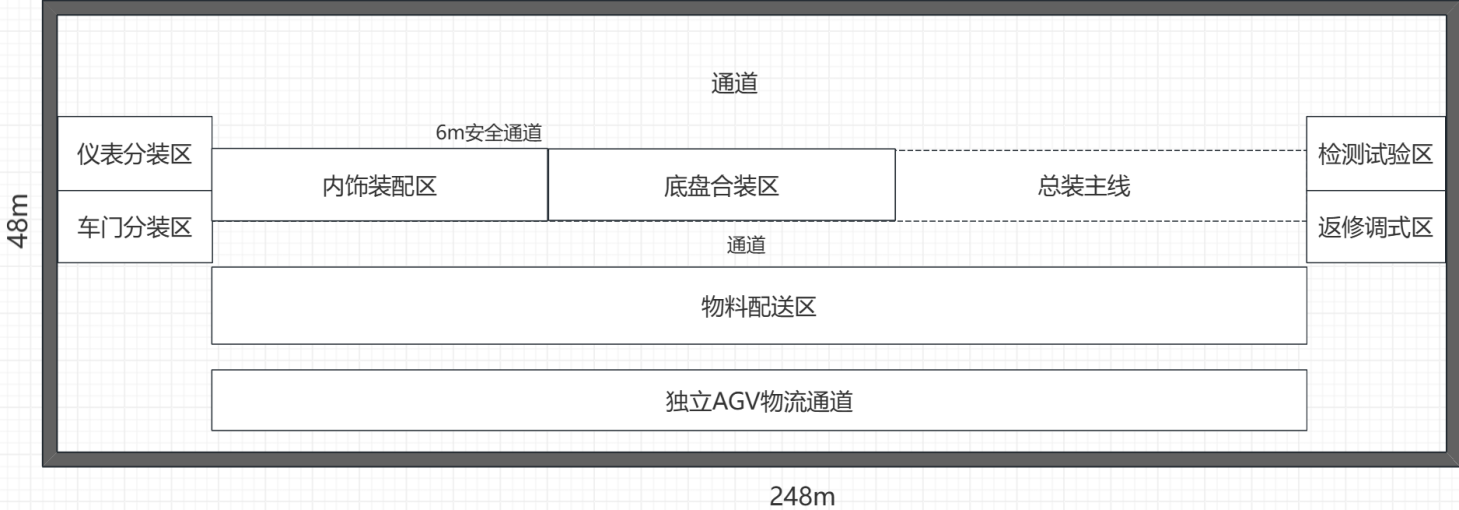
(2)初始布局图
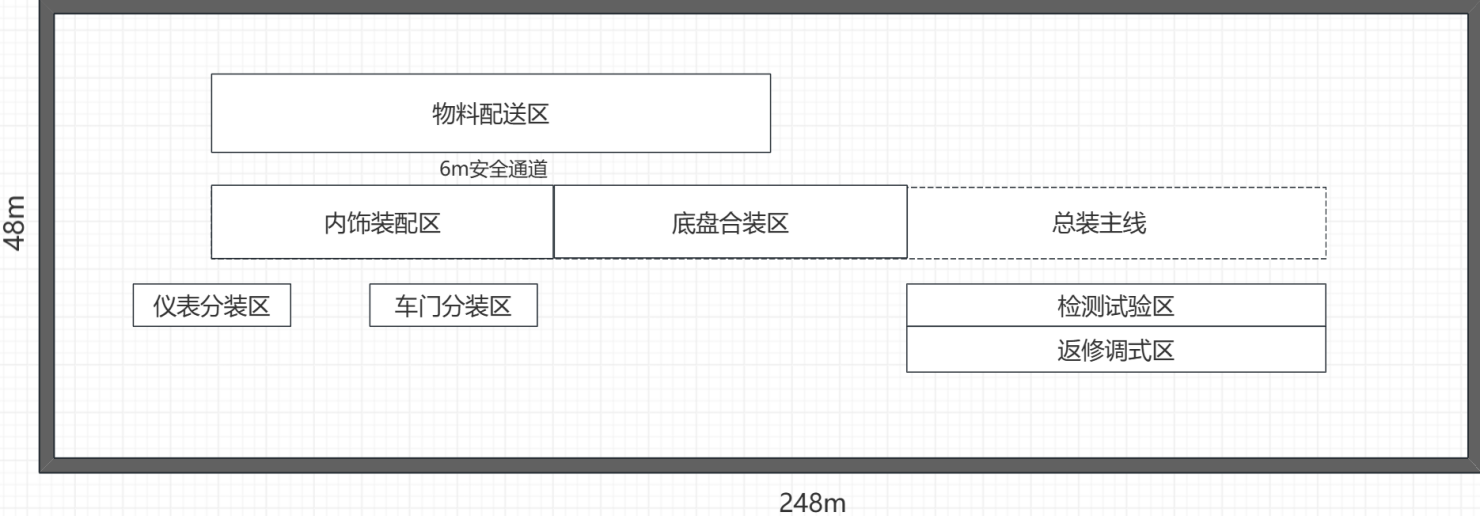
(3)模型构建
|-------------|----|----------------|
| 实体 | 数量 | 说明 |
| Source | 1 | 模拟仿真产品的到达 |
| Queue | 15 | 模拟产品到达后的临时存放区域 |
| Dispatcher | 1 | 模拟接收和分配搬运任务 |
| Processor | 7 | 模拟生产线的各个生成区 |
| Transporter | 2 | 模拟车辆配送工具 |
| AGV | 2 | 模拟AGV配送 |
| Sink | 1 | 模拟整车下线区 |
本文采用FlexSim2023版本建立仿真模型,主操作界面如下图所示:
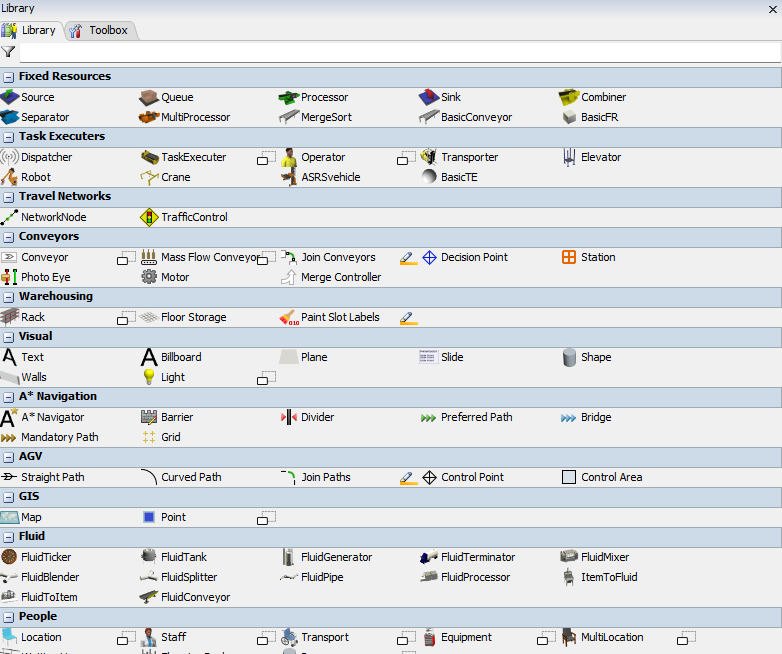
通过主操作界面上的各个实体工具,如发生器、暂存区、叉车、吸收器等实体工具对初始模型和优化后的方案模型进行仿真建模,建立优化前后的模型图如下图所示。

模型图
1.4 参数设置
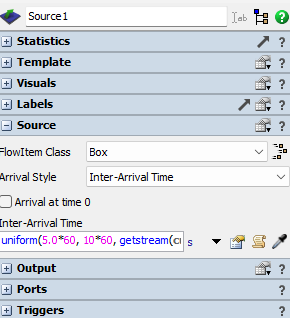
- Source
Source是模拟仿真生成订单的工具,用来产生物料。物料配送周期为均匀分布U(5,10)分钟。因此,设置Source产生实体的间隔时间为uniform(5*60,10*60),具体设置如下图所示。
设置三种类型的item,用来进行区分仪表、车门、底盘。通过设置item的三种类型的标签和颜色进行区分不同的物料,如下图所示。
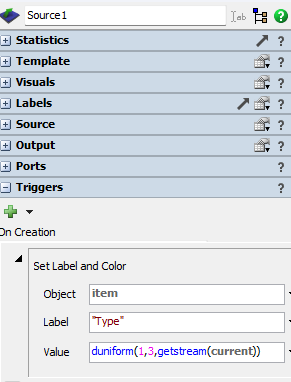
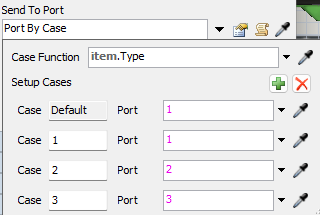
设置三种类型的物料发送至不同类型的区域,通过设置的不同的Type标签发送至不同的区域。如Type1为仪表物料,发送至Queue8,Type2为车门,发送至Queue10,Type3为底盘,发送至Queue4。
- Queue
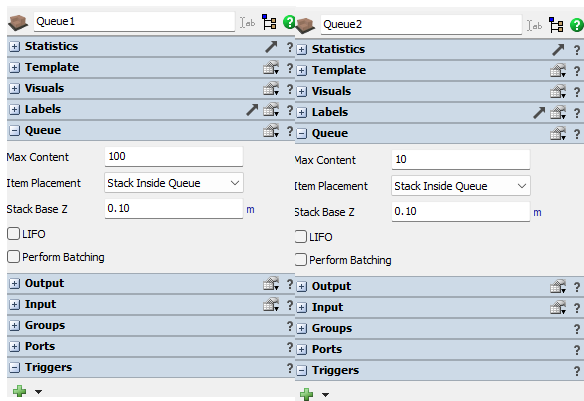
Queue是用来仿真临时实体暂存区域的,仿真共新建15个Queue,用来存放各个区域代加工和已加工的临时存放区域。其中,Queue1是用来仿真物料配送区域,用来存储待配送的物料。该配送区域的存储空间最大可以存放100个物料,因此设置Queue1的最大容量为100。Queue2至Queue15为各个区域的临时存储区,区域最大的容量为10,因此设置Queue的最大容量为10,如下图所示。
- Processor
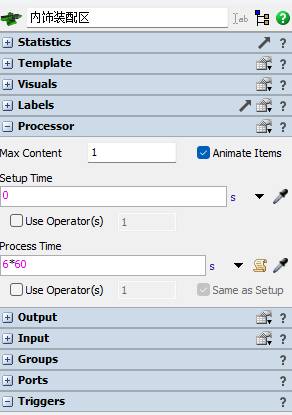
Processor是用来仿真各个生产区域的加工设备,主要有内饰装配区、仪表分装区、车门分装区、 底盘合装区、总装主线、检测试验区、返修调试区。各个区域的生产节拍为6分钟/台,因此设置处理器的加工时间为6*60,如下图为处理器的加工时间设置截图。
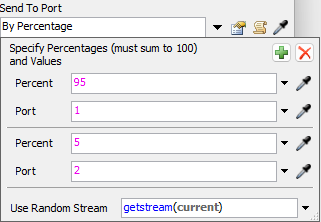
设置检验合格率,合格率为95%,合格的发送至port1,即发送至整车下线区。不合格率为5%,发送至port2,即发送至总装主线。
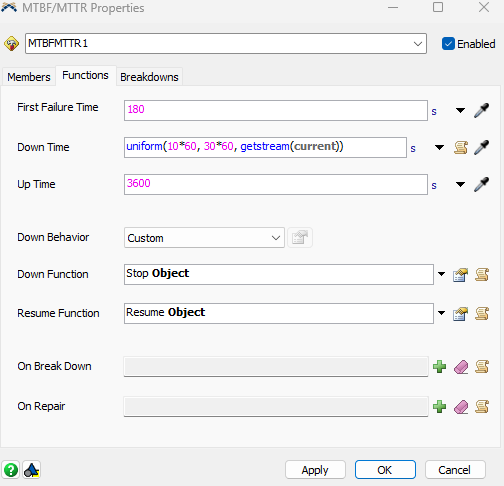
设置处理器的故障率,故障修复时间为uniform(10,30)分钟,具体设置如下图所示。
- 叉车和AGV
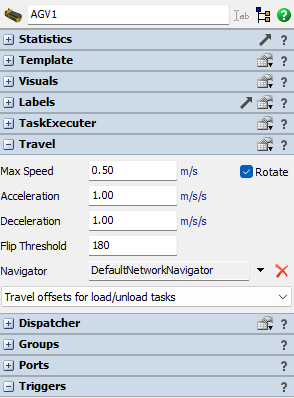
叉车和AGV是进行物料搬运的工具,设置叉车和AGV的物料搬运速度为0.5m/s,具体设置如下图所示。
- Sink
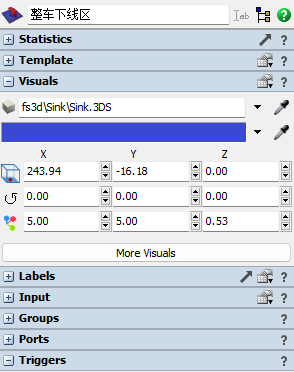
吸收器是用来吸收临时实体的,用来仿真整车下线区。
1.5 初始仿真结果分析
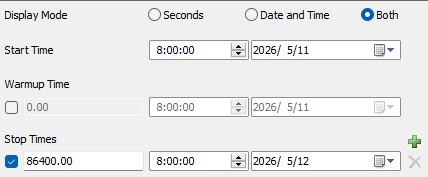
通过上述参数的设置,,点击"Run Time",运行仿真。仿真设置时间为1440分钟,即86400s,具体设置如下图所示。
(1)搬运距离
搬运距离是反应布局图中各个区域之间的物流距离和顺畅性,搬运距离越低,说明路径越优。下图是2个AGV和2个叉车的行驶距离,AGV1为42393.78m,AGV2为40894.71m,叉车1为41374.53m,叉车2为40873.59m,平均总行驶距离为41384.15m。
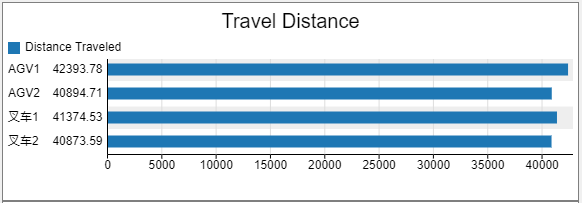
初始仿真运行结果
根据图形绘制表格如下:
|------|-----------|
| | 搬运距离 |
| AGV1 | 42393.78m |
| AGV2 | 40894.71m |
| 叉车1 | 41374.53m |
| 叉车2 | 41374.53m |
| 平均 | 41384.15m |
(2)搬运工具利用率
搬运工具的利用率反应了搬运工具的负荷,利用率越高,说明搬运工具的劳动负荷越高。下图是2个AGV和2个叉车的利用率。其中,AGV的利用率为98.35%、94.89%,叉车的利用率为96.00%、94.80%,平均利用率为96.01%。
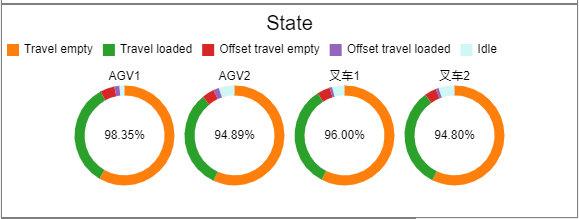
初始仿真运行结果
(3)实际日产量
实际日产量是反应整个生产车间的整体效率,下图为实际日产量为135台。
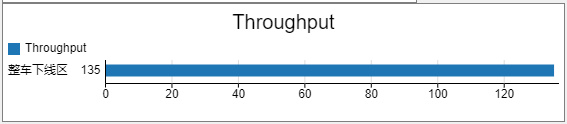
初始仿真运行结果
(4)设备利用率
设备的利用率反应了车间设备的使用状况,处理器的平均利用率越高,说明设备的利用率越高,设备的效率越高,如下图所示,设备的平均利用率为42.13%。
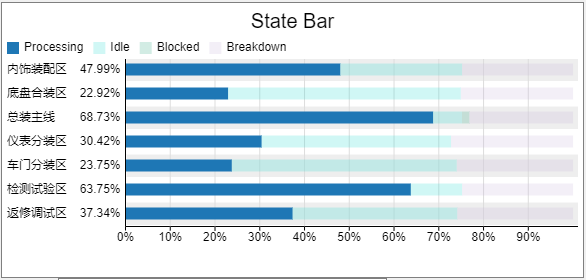
初始仿真运行结果
根据图形绘制表格如下:
|-------|--------|
| | 搬运距离 |
| 内饰装配区 | 47.99% |
| 底盘合装区 | 22.92% |
| 总装主线 | 68.73% |
| 仪表分装区 | 30.42% |
| 车门分装区 | 23.75% |
| 检测试验区 | 63.75% |
| 返修调试区 | 37.34% |
| 平均 | 42.13% |
(5)物料的等待时间
下图是各个区域的物料的等待时间,从下表可以看出,各个区域的物料平均等待时间为2757.6s、349.08s、250.24s、354.99s、220.10s、489.25s、305.46s,总的平均等待时间为675.25s。
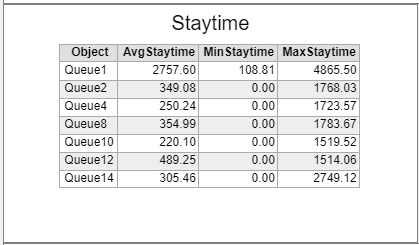
初始仿真运行结果
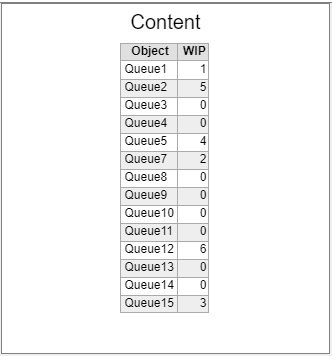
(6)在制品库存数量
下图是各个区域的物料在制品数量,通过下图可以看出各个区域的在制品数量总是为51台。
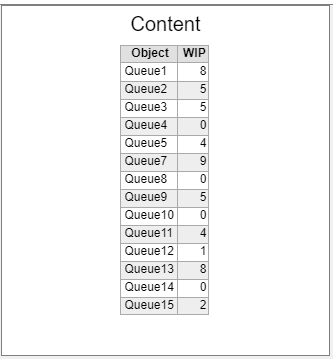
初始仿真运行结果
二、仿真建模的优化
2.1. 初始模型问题与分析
通过上述初始仿真模型的建模和仿真结果的分析可以得出
- 物流的不顺畅性;
- AGV和叉车的行驶路径重叠,出现交叉;
- 搬运工具的劳动负荷强度高。
2.2. 模型优化后布局图

2.3 优化仿真结果分析
通过上述参数的设置,,点击"Run Time",运行仿真,得到仿真结果如下:
(1)搬运距离
下图是优化后的搬运工具的总搬运距离,其中包含2个AGV和2个叉车的行驶距离,AGV1为40362.53m,AGV2为38022.01m,叉车1为38925.47m,叉车2为36053.78m,平均总行驶距离为38340.95m,行驶距离与初始相比有显著降低。
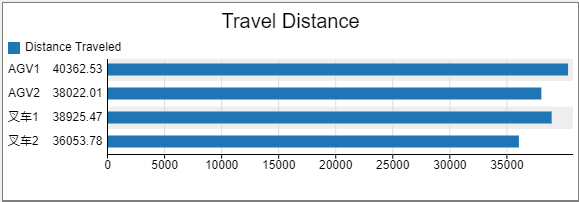
优化仿真运行结果
根据图形绘制表格如下:
|------|-----------|
| | 搬运距离 |
| AGV1 | 40362.53m |
| AGV2 | 38022.01m |
| 叉车1 | 38925.47m |
| 叉车2 | 36053.78m |
| 平均 | 38340.95m |
(2)搬运工具利用率
下图是2个AGV和2个叉车的利用率。其中,AGV的利用率为93.63%、88.23%,叉车的利用率为90.40%、83.71%,平均利用率为88.99%,平均利用率得到了一定的降低,即表明搬运工具的劳动负荷得到了降低。
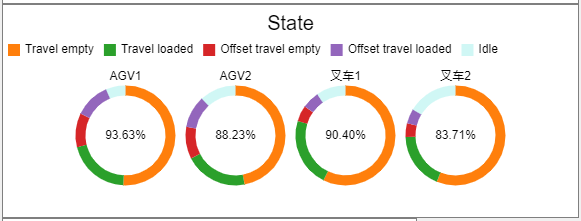
优化仿真运行结果
(3)实际日产量
实际日产量是反应整个生产车间的整体效率,下图为实际日产量为160台,日产量得到了提升。
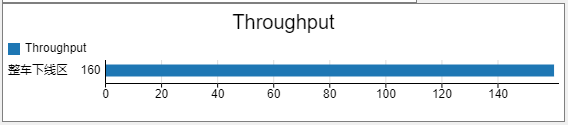
优化仿真运行结果
(4)设备利用率
如下图所示,可以看出,优化后各个设备的利用率得到了提高,设备的平均利用率为45.16%。
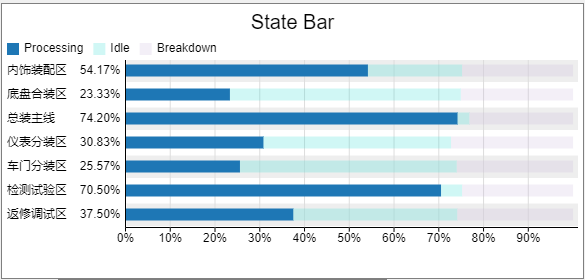
优化仿真运行结果
根据图形绘制表格如下:
|-------|--------|
| | 搬运距离 |
| 内饰装配区 | 54.17% |
| 底盘合装区 | 23.33% |
| 总装主线 | 74.20% |
| 仪表分装区 | 30.83% |
| 车门分装区 | 25.57% |
| 检测试验区 | 70.50% |
| 返修调试区 | 37.50% |
| 平均 | 45.16% |
(5)物料的等待时间
下图是各个区域的物料的等待时间,从下表可以看出,各个区域的物料平均等待时间为436.39s、458.83s、273.38s、351.41s、323.84s、1367.86s、258.14s,总的平均等待时间为495.69s,平均等待时间也得到降低。
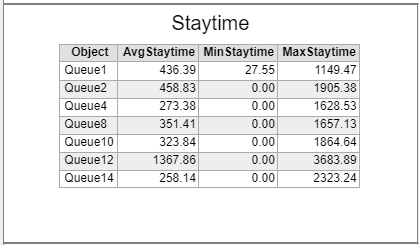
优化仿真运行结果
(6)在制品库存数量
下图是各个区域的物料在制品数量,通过下图可以看出各个区域的在制品数量总是为21台,由此可以看出,在制品的数量得到大幅度减少。
优化仿真运行结果
三、仿真建模优化前后数据对比
下表是根据上述的优化前后的仿真结果进行汇总得出的对比表格:
|------------|----------|----------|--------|
| | 初始模型 | 优化模型 | 提升比例 |
| 搬运距离(m) | 41384.15 | 38340.95 | 7.35% |
| 搬运工具利用率(%) | 96.01 | 88.99 | 7.31% |
| 实际日产量(台) | 135 | 160 | 18.52% |
| 设备利用率(%) | 42.13 | 45.16 | 7.19% |
| 物料的等待时间(s) | 675.25 | 495.69 | 26.59% |
| 在制品库存数量(台) | 51 | 21 | 58.82% |
通过对比表格,可以看出:
-
搬运距离从初始模型的41384.15米,缩减至优化后的38340.95米,缩减了3043.2m,提升比例为7.35%,说明物流的搬运距离得到了缩减。
-
搬运工具了利用率从初始模型的96.01%降低至88.99%,降低比例7.31%,说明搬运工具的劳动负荷得到了大幅度的降低。
-
实际日产量从135台,提升至160台,提升了25台,提升18.52%,由此可以看出,优化后的布局图整个车间的运行效率得到了大幅度的提高。
-
同理,设备的利用率从初始模型的42.13%,提升至45.16%。说明,优化后各个区域的设备的使用率也得到了提高。
-
物料的等待时间从初始模型的675.25s,缩短至495.69s,缩短了179.56s。由此可以说明整个车间的物流顺畅性提到了提高,物料的等待时间得到了有效的缩短。
-
在制品库存从之前的51台,缩减至21台,减少了30台库存。说明,优化后物料在各个工序之间的运转更加的顺畅。