一、引言
在机械零件深凹槽检测中,传统方法常因定心不准导致检测误差。如平台推表检测时零件基准面与测量平台难以精准对齐,三坐标测量需人工找正,效率低且误差大。激光频率梳 3D 轮廓检测虽精度高,但缺乏自定心机制会影响深凹槽轴线与检测系统的同轴度。为此,研发自定心深凹槽参数检测装置,结合激光频率梳技术,可实现高精度、自动化的深凹槽参数检测。
二、自定心深凹槽参数检测装置结构与原理
(一)装置结构
该装置主要由自定心夹持机构、激光频率梳检测模块和控制系统组成。自定心夹持机构采用对称弹性爪结构,爪体表面设有防滑纹路,可适应不同直径的零件。激光频率梳检测模块包含激光发射器、探测器和扫描系统,安装在可三维移动的机械臂上。控制系统集成运动控制和数据处理功能,协调各模块工作。
(二)自定心原理
装置通过弹性爪的对称收缩实现自定心。当零件放入夹持机构,弹性爪受径向力均匀变形,利用弹性回复力将零件轴线自动对准装置中心轴线。采用三点定心原理,三个弹性爪均匀分布,通过传感器实时监测爪体受力情况,控制系统调整夹持力,确保零件定心精度在 ±5μm 以内。
三、基于激光频率梳的自定心深凹槽检测方法
(一)检测流程
将零件放入自定心夹持机构,控制系统启动自定心程序,完成后激光频率梳发射激光脉冲对深凹槽扫描。激光脉冲经深凹槽表面反射回探测器,系统记录飞行时间计算距离,结合扫描轨迹生成三维点云数据。数据处理系统对数据滤波、降噪,重构深凹槽三维轮廓,计算深度、宽度等参数。
(二)关键技术
自定心与扫描同步控制是关键。控制系统根据自定心后的零件位置,自动调整激光扫描轨迹,保证扫描轴线与深凹槽轴线同轴。采用动态校准技术,在检测前用标准件校准激光频率梳系统,补偿环境因素对测量精度的影响。数据处理时运用自适应阈值分割算法,准确提取深凹槽边界特征。
四、装置在深凹槽检测中的应用
(一)航空航天领域
用于检测航空发动机涡轮盘榫槽,自定心装置快速对准榫槽轴线,激光频率梳精确测量槽深、槽宽和侧壁角度。某型发动机榫槽检测中,装置检测深度误差≤0.8μm,满足其 ±2μm 的公差要求,且检测效率比传统三坐标测量提高 3 倍。
(二)汽车零部件检测
在汽车变速箱齿轮轴深凹槽检测中,装置自动定心齿轮轴,扫描检测润滑油槽的深度和表面粗糙度。某汽车零部件生产线应用表明,装置每小时可检测 80 个零件,表面粗糙度测量误差≤0.1μm,实现 100% 在线全检。
(三)模具制造
检测模具深凹槽时,自定心装置适应不同模具尺寸,激光频率梳获取凹槽三维轮廓。某注塑模具企业使用该装置,将模具深凹槽检测时间从原来的 40 分钟 / 件缩短至 12 分钟 / 件,且能检测出≤5μm 的加工缺陷。
五、自定心深凹槽检测装置的优势
该装置实现自定心与高精度检测一体化,避免人工定心误差,检测精度达纳米级。自动化程度高,从定心到完成检测全程自动,提高效率。非接触测量保护零件表面,适用于精密零件。三维轮廓重构功能可全面分析深凹槽参数,为零件加工提供数据支持,在机械制造高精度深凹槽检测中具有显著应用价值。
激光频率梳3D光学轮廓测量系统简介:
20世纪80年代,飞秒锁模激光器取得重要进展。2000年左右,美国J.Hall教授团队凭借自参考f-2f技术,成功实现载波包络相位稳定的钛宝石锁模激光器,标志着飞秒光学频率梳正式诞生。2005年,Theodor.W.Hänsch(德国马克斯普朗克量子光学研究所)与John.L.Hall(美国国家标准和技术研究所)因在该领域的卓越贡献,共同荣获诺贝尔物理学奖。
系统基于激光频率梳原理,采用500kHz高频激光脉冲飞行测距技术,打破传统光学遮挡限制,专为深孔、凹槽等复杂大型结构件测量而生。在1m超长工作距离下,仍能保持微米级精度,革新自动化检测技术。
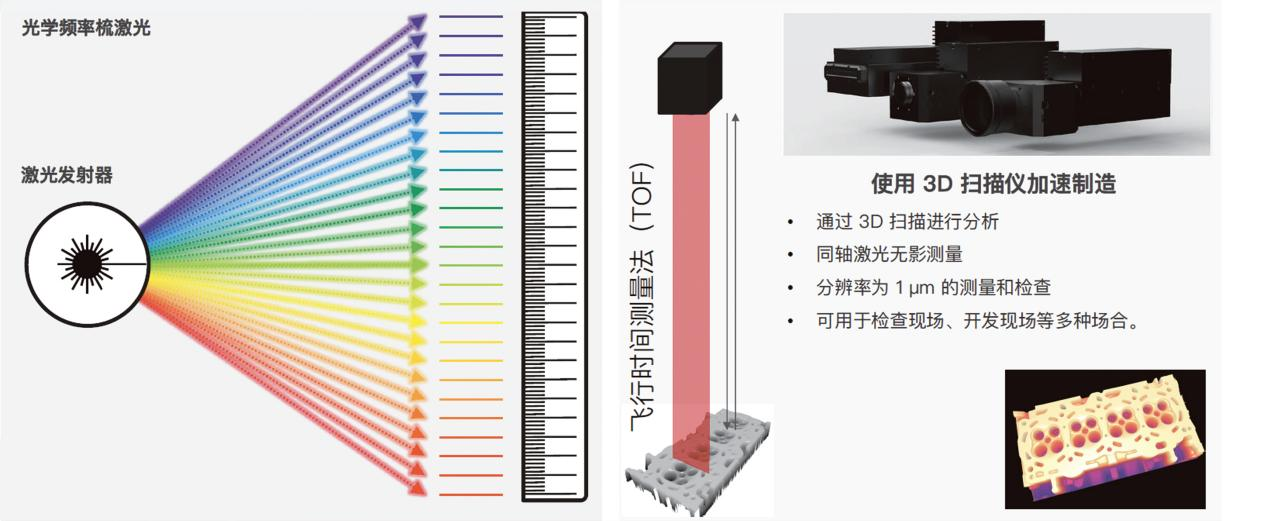
核心技术优势
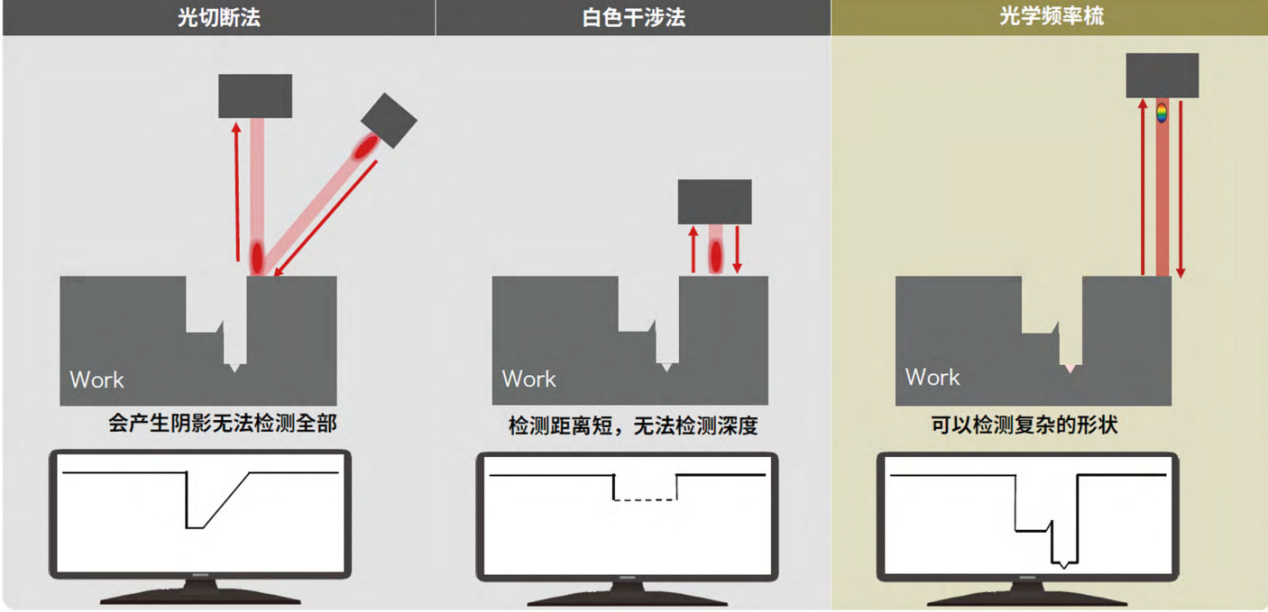
①同轴落射测距:独特扫描方式攻克光学"遮挡"难题,适用于纵横沟壑的阀体油路板等复杂结构;
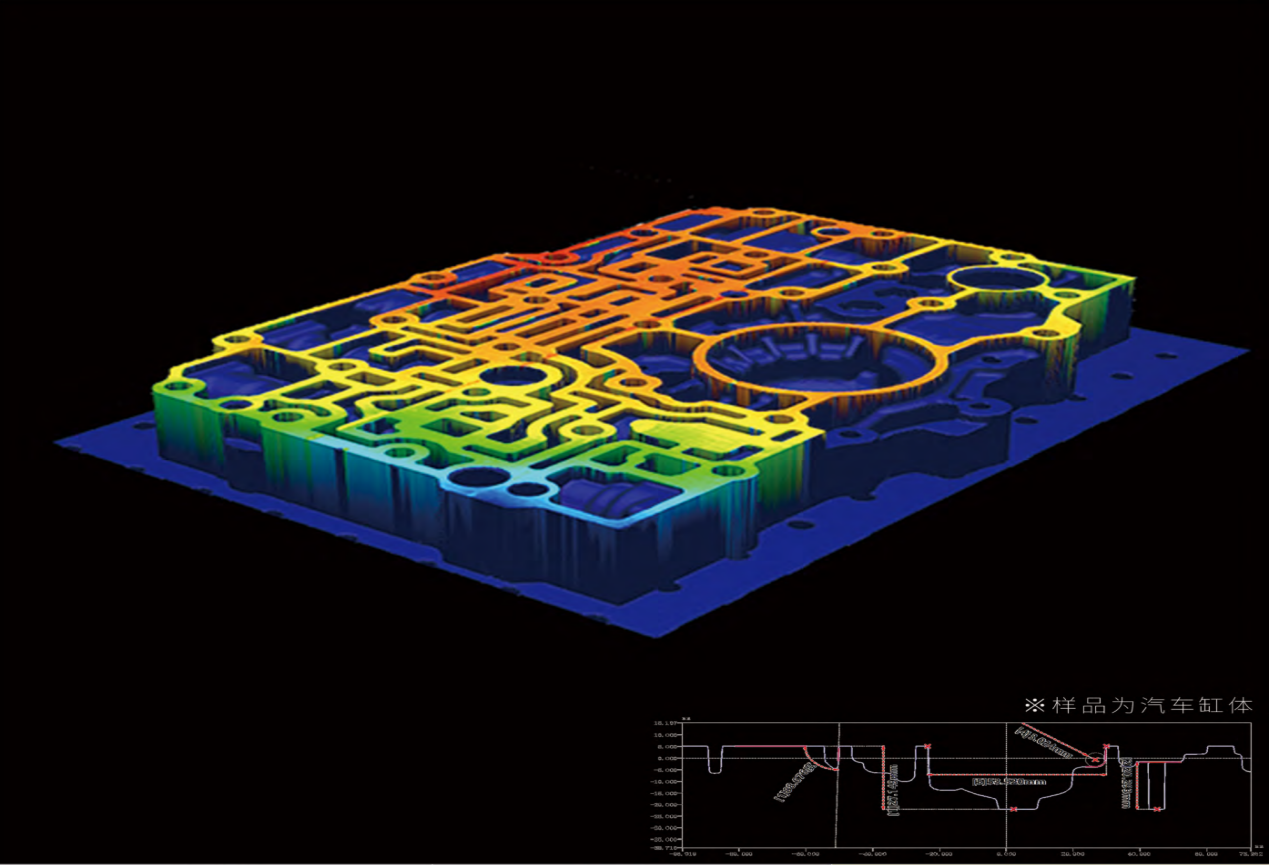
(以上为新启航实测样品数据结果)
②高精度大纵深:以±2μm精度实现最大130mm高度/深度扫描成像;
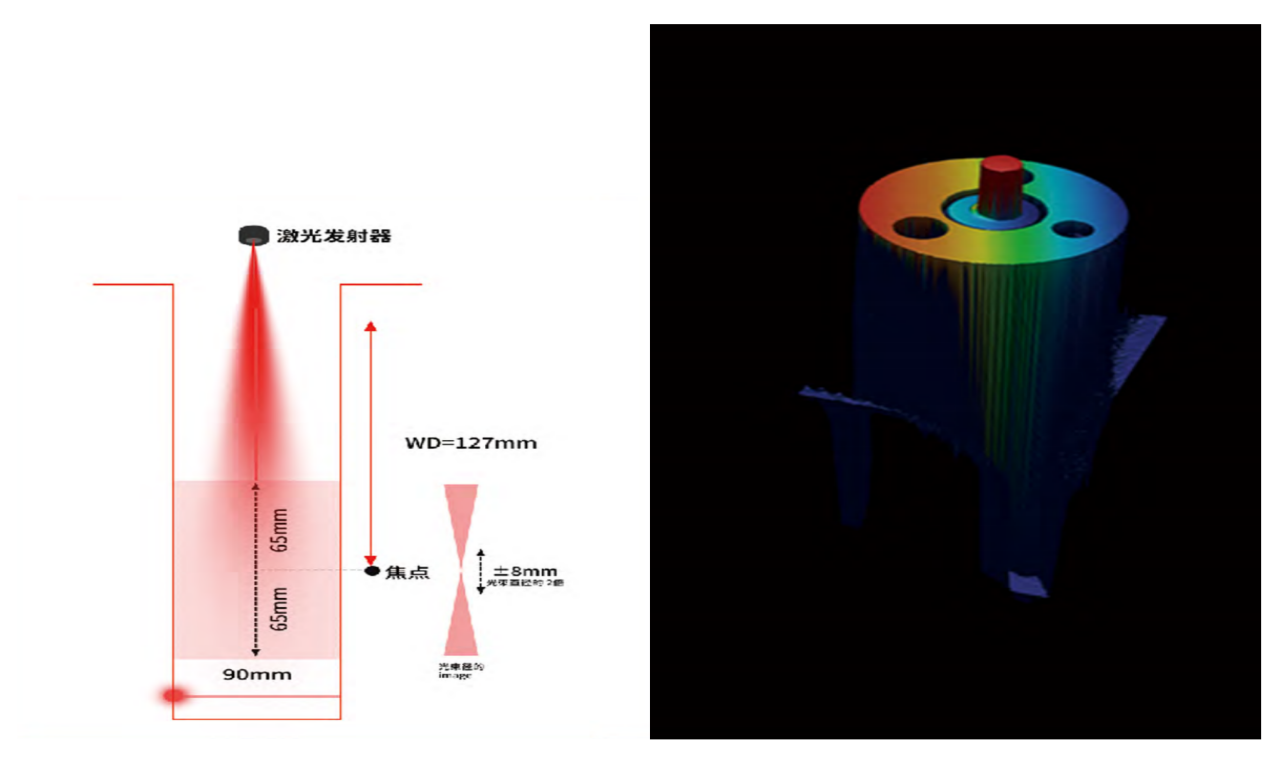
(以上为新启航实测样品数据结果)
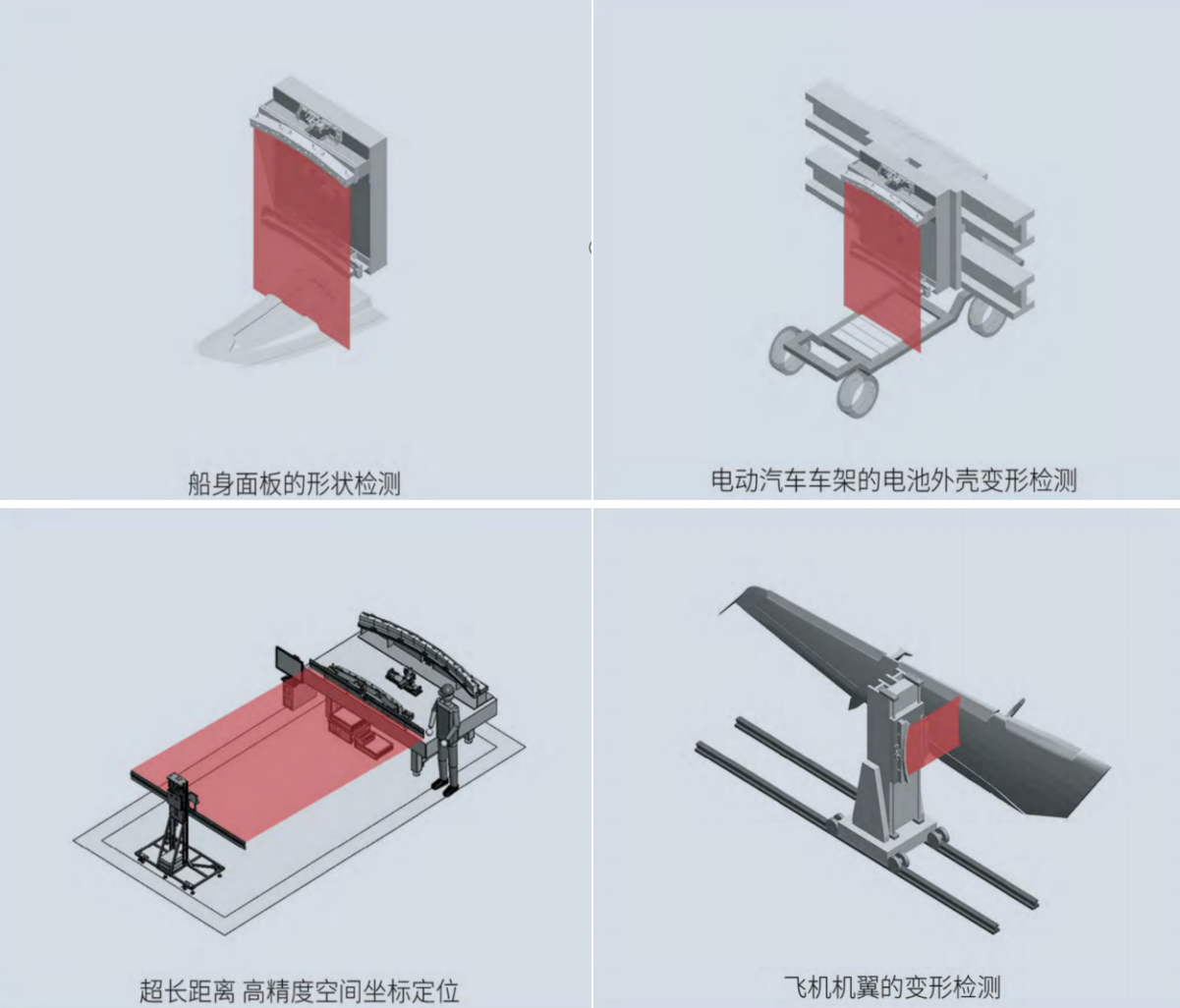
③多镜头大视野:支持组合配置,轻松覆盖数十米范围的检测需求。
(以上为新启航实测样品数据结果)