一、 核心逻辑与价值
核心逻辑:将制造过程中的磨削参数(如砂轮速度、工件速度、切深、进给率等)作为决策变量,以加工质量(表面粗糙度、精度等)为约束条件,以最小化碳排放/能耗为主要优化目标,利用改进的蜣螂优化算法这一强大工具,在复杂的参数空间中寻找全局最优或近似最优的"低碳-高效-高质量"工艺方案。
应用价值:
节能减排:直接降低高能耗磨削工序的碳足迹,助力制造业"双碳"目标。
降本增效:在保证质量的前提下,减少电能消耗和辅助材料(如冷却液、砂轮)损耗。
工艺创新:为传统工艺的数字化、智能化升级提供新方法。
二、 总体研究框架
一个完整的研究或系统通常包含以下模块:
问题建模 -> 算法改进 -> 仿真/实验验证 -> 结果分析
三、 关键技术分解与实施步骤
步骤1:问题建模------定义"低碳磨削优化问题"
这是优化的基础,需要将物理问题转化为数学问题。
决策变量:确定待优化的磨削参数。
:
砂轮线速度
:
工件进给速度
:
磨削深度
:
横向进给量
...(根据具体工艺确定)
优化目标:构建低碳目标函数。
总碳排放量最小化:
Min C_total = C_energy + C_coolant + C_wheel
:
磨削过程直接电能消耗产生的碳排放(需建立功率模型)。
:
冷却液生产、使用、处理产生的碳排放。
:
砂轮制造和损耗产生的碳排放。
简化版本:可以首先聚焦于最小化磨削能耗,因为它是碳排放大户。
约束条件:
质量约束:表面粗糙度 Ra ≤ Ra_max, 避免烧伤, 尺寸公差等。
工艺约束:机床功率限制、主轴转速范围、工艺系统稳定性等。
变量边界:各参数的物理可行范围。
适应度函数设计:
将目标函数和约束条件结合,形成一个可计算的适应度值。常用罚函数法处理约束,例如:
Fitness = C_total + Penalty
Penalty = λ1 * max(0, Ra - Ra_max) + λ2 * max(0, P - P_max) ...
(λ为惩罚系数)
步骤2:算法核心------改进蜣螂优化算法
标准DBO模仿了蜣螂的滚球、跳舞、繁殖、偷窃四种行为,对应不同的搜索策略。但其可能存在易陷入局部最优、后期收敛慢等问题。改进方向如下:
种群初始化改进:
混沌映射:使用Tent混沌、Logistic混沌等代替随机初始化,增强种群多样性和遍历性。
反向学习:生成初始种群的反向解,选择更优的一半构成初始种群。
搜索策略改进:
自适应权重:在滚球蜣螂的位置更新公式中引入动态权重(如线性递减、非线性自适应),平衡全局探索和局部开发。
莱维飞行策略:在偷窃蜣螂或小蜣螂的位置更新中引入莱维飞行,以大幅跳跃跳出局部最优。
透镜成像反向学习:在繁殖区域选择或个体更新时使用,增加跳出局部最优的概率。
结构混合改进:
与局部搜索算子结合:在每代迭代后,对当前最优解进行模拟退火或模式搜索的局部精细化开发。
与其他算法混合:融入差分进化算法的变异、交叉思想,或粒子群算法的速度更新思想。
参数自适应:
让DBO的关键参数(如边界因子、选择概率)随迭代次数自适应变化,提高算法鲁棒性。
步骤3:仿真与实验验证
仿真验证(基于模型):
数据来源:利用公开的磨削实验数据集,或通过有限元仿真、经验公式建立近似模型。
对比实验:将改进的DBO与标准DBO、粒子群算法、遗传算法、灰狼算法等进行对比。评价指标:收敛曲线(收敛速度、精度)、稳定性(多次运行标准差)、统计显著性检验。
敏感性分析:分析不同参数对碳排放的影响程度。
实验验证(基于物理实验):
实验平台:数控磨床、功率测量仪、表面粗糙度仪等。
实验设计:采用优化算法推荐的1-2组最优低碳参数和1组传统经验参数进行对比实验。
数据采集与对比:实时测量并对比实际能耗、加工时间、工件表面质量。计算实际碳减排效果。
四、 潜在挑战与对策
挑战1:精确的碳排放模型获取困难。
对策:初期可采用简化的比能耗模型。与高校或企业合作,进行全生命周期评估研究。
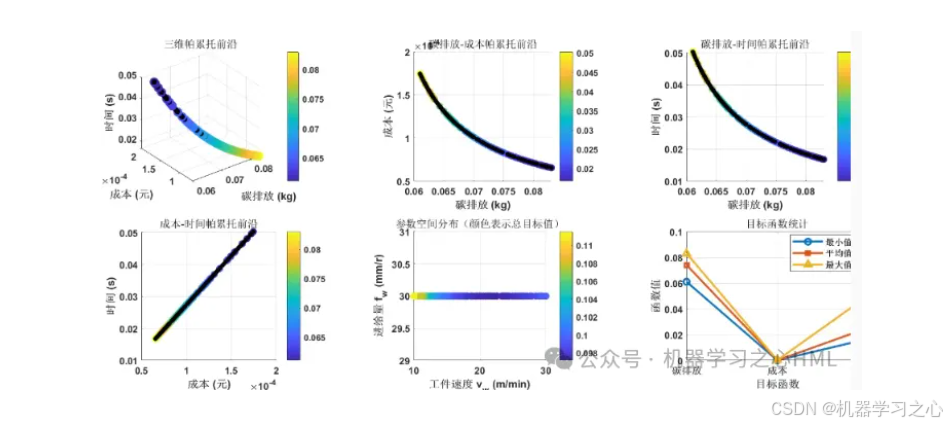
挑战2:多目标冲突。低碳、高效、高质量往往相互矛盾。
对策:可拓展为多目标优化问题,采用多目标蜣螂算法,输出一组Pareto最优解集,供决策者根据偏好选择。
挑战3:算法普适性。针对不同材料、机床,最优参数可能不同。
对策:建立基于案例或材料的参数数据库,开发自适应模型。
完整代码私信回复MATLAB基于改进蜣螂优化算法的磨削参数低碳优化