目录
[1. 一维下料优化问题的核心逻辑](#1. 一维下料优化问题的核心逻辑)
[2. 可行切割方案穷举方法与约束条件](#2. 可行切割方案穷举方法与约束条件)
[3. 整数线性规划模型构建详解](#3. 整数线性规划模型构建详解)
[4. 启发式近似解与全局最优解的区别](#4. 启发式近似解与全局最优解的区别)
[1. 软件环境要求](#1. 软件环境要求)
[2. 工具箱安装验证](#2. 工具箱安装验证)
📌实验背景与工程意义
在工业生产领域,条材切割(如下料)是钢材加工、木材加工、玻璃裁切等行业的核心工序之一。生产实践中,企业的核心诉求是在满足客户既定规格、数量的成品需求前提下,最大限度降低原材料消耗------原材料成本通常占生产总成本的60%以上,优化下料方案可直接实现降本增效。
本次实验聚焦典型的一维下料优化场景:现有长度为500cm的标准条材,需切割成98cm和78cm两种规格的成品,其中98cm成品需求1000根,78cm成品需求2000根。这类问题仅凭人工经验判断,往往只能得到近似解,存在原材料浪费;而通过数学建模结合编程求解,可精准找到全局最优切割方案,显著提升资源利用率。
本实验将带领大家完成从问题分析、模型构建到MATLAB编程求解的全流程,掌握工业级下料优化问题的核心解决方法。
🎯实验目标
-
深刻理解一维下料优化问题的本质,掌握可行切割方案的穷举逻辑与约束条件;
-
熟练掌握整数线性规划模型的构建方法,明确决策变量、目标函数、约束条件的定义逻辑;
-
精通MATLAB优化工具箱中
intlinprog函数的使用,能够独立完成整数线性规划问题的编程求解; -
具备结果分析与验证能力,能够对比启发式近似解与全局最优解,理解优化求解的工程价值;
-
具备模型拓展能力,能够应对余料复用、成本约束等复杂场景的模型调整。
📚实验原理深度解析
1. 一维下料优化问题的核心逻辑
一维下料问题(也称为切割库存问题)是优化领域的经典问题,核心特征是"单维度原材料切割多规格成品",目标是最小化原材料消耗量或最大化原材料利用率。其核心逻辑可概括为:
在满足"成品规格匹配、数量达标、切割工艺可行"的约束下,找到最优的切割方案组合,使原材料总消耗最少。其中"工艺可行"的核心是余料无法再切割出任意一种成品(否则该切割方案未穷尽最优潜力,不属于有效方案)。
2. 可行切割方案穷举方法与约束条件
可行切割方案是指在单根原材料上,切割出两种规格成品的有效组合,需同时满足以下两个刚性约束:
-
长度约束:单根500cm条材切割后,两种成品的总长度不超过原材料长度,即 98a + 78b \\leq 500(其中 a 为98cm成品数量,b 为78cm成品数量,且 a、b 均为非负整数);
-
余料约束:切割产生的余料长度 r = 500 - 98a - 78b 需小于两种成品的最小规格长度(78cm),否则余料可继续切割,该方案无效。
基于上述约束,通过枚举法穷举所有可能的 a、b 组合,最终得到6种可行切割方案,具体参数如下表所示:
| 方案编号 | 98cm成品数量(a) | 78cm成品数量(b) | 总消耗长度(cm) | 余料长度(cm) | 原材料利用率(%) |
|---|---|---|---|---|---|
| 1 | 5 | 0 | 98×5 = 490 | 10 | 98.0 |
| 2 | 4 | 1 | 98×4 + 78×1 = 470 | 30 | 94.0 |
| 3 | 3 | 2 | 98×3 + 78×2 = 450 | 50 | 90.0 |
| 4 | 2 | 3 | 98×2 + 78×3 = 430 | 70 | 86.0 |
| 5 | 1 | 5 | 98×1 + 78×5 = 488 | 12 | 97.6 |
| 6 | 0 | 6 | 78×6 = 468 | 32 | 93.6 |
从表中可直观看出,方案1和方案5的原材料利用率最高(分别为98.0%和97.6%),是启发式近似解的核心选择依据。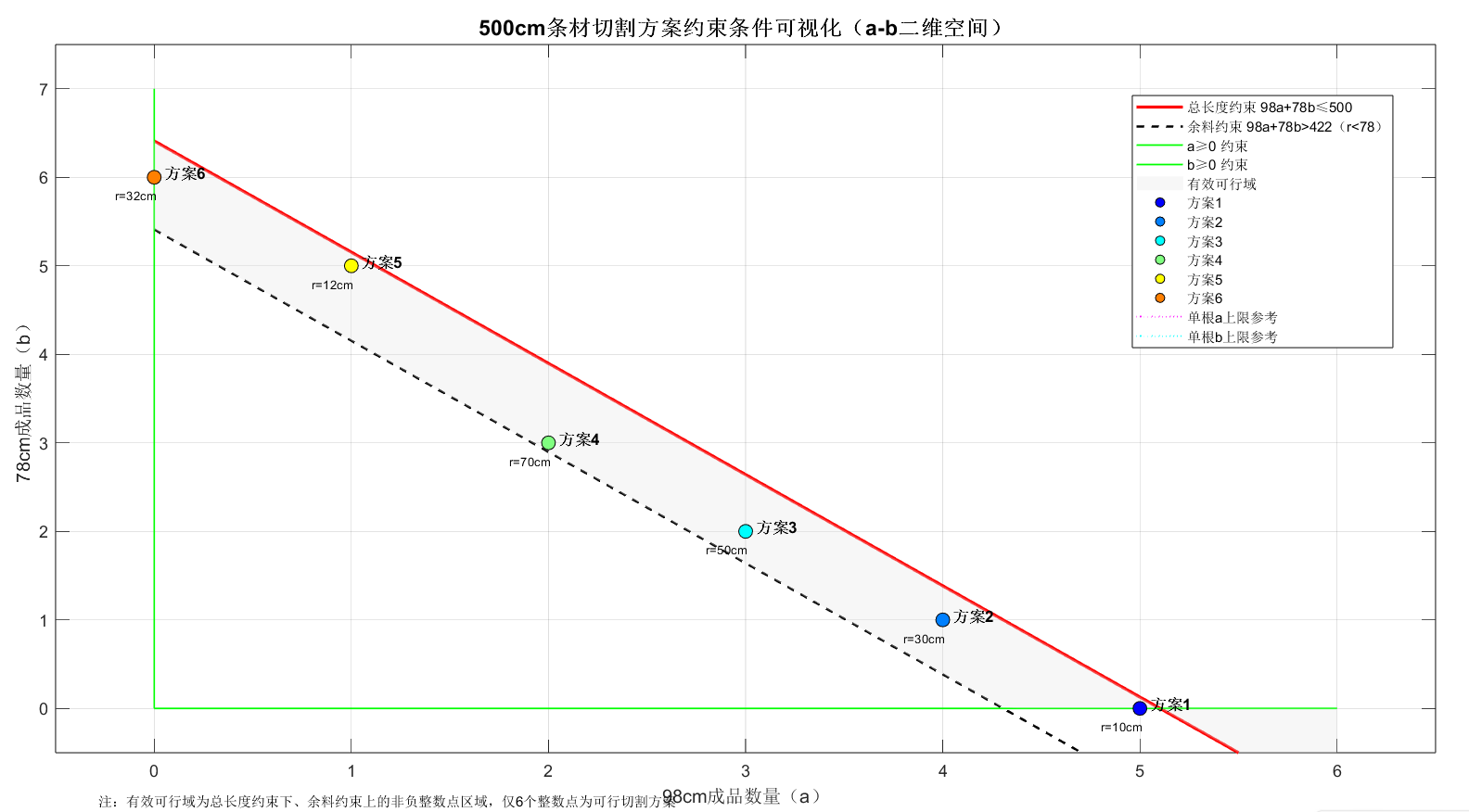
3. 整数线性规划模型构建详解
线性规划是求解优化问题的经典数学工具,其核心是在一组线性约束条件下,找到目标函数的极值。由于本问题中"条材数量"必须为整数(无法切割半根条材),因此需采用整数线性规划模型。模型构建分为三个核心步骤:
(1)决策变量定义
决策变量是模型中需要求解的未知量,需精准对应实际生产场景。设 x_i(i=1,2,...,6)为采用第 i 种切割方案的500cm条材数量,且 x_i 满足"非负整数"约束(x_i \\geq 0 且 x_i \\in Z)------非负是因为条材数量不能为负,整数是因为条材无法拆分使用。
(2)目标函数构建
目标函数是优化的核心方向,本问题的目标是"最小化条材总消耗量"。由于总消耗量等于各方案使用条材数量之和,因此目标函数为:
\\min Z = x_1 + x_2 + x_3 + x_4 + x_5 + x_6
其中 Z 为条材总消耗量,目标是找到使 Z 最小的 x_1 \\sim x_6 组合。
(3)约束条件构建
约束条件是模型的"边界限制",确保求解结果符合生产需求。本问题的约束条件分为两类:
-
需求约束:两种成品的总产出量不低于既定需求。 98cm成品需求约束:5x_1 + 4x_2 + 3x_3 + 2x_4 + x_5 \\geq 1000(各方案98cm成品产出量×方案使用数量之和≥1000); 78cm成品需求约束:x_2 + 2x_3 + 3x_4 + 5x_5 + 6x_6 \\geq 2000(各方案78cm成品产出量×方案使用数量之和≥2000)。
-
非负整数约束:x_i \\geq 0 且 x_i \\in Z(i=1,2,...,6),确保条材数量符合实际生产逻辑。
4. 启发式近似解与全局最优解的区别
启发式近似解是基于"局部最优推导全局最优"的经验性思路,核心是优先选择利用率最高的方案。对于本问题,近似解思路为:
-
优先满足98cm成品需求:选择利用率最高的方案1(每根条材产5根98cm成品),需 1000÷5 = 200 根条材,此时78cm成品产出量为0;
-
再满足78cm成品需求:选择78cm产出效率最高的方案6(每根条材产6根78cm成品),需 2000÷6 ≈ 333.33,取整为334根条材,此时超额产出 334×6 - 2000 = 4 根78cm成品;
-
近似解总条材消耗量:200 + 334 = 534 根。
但启发式近似解未必是全局最优解------全局最优解需考虑多种方案的组合优化,可能通过"低利用率方案与高利用率方案搭配"实现总消耗量更少。因此,需通过整数线性规划求解器(如MATLAB的intlinprog)找到全局最优解。
🛠️实验环境准备
1. 软件环境要求
-
MATLAB版本:R2018b及以上(推荐R2020a及更高版本,兼容性更好);
-
必备工具箱:Optimization Toolbox(优化工具箱)------
intlinprog函数依赖该工具箱; -
操作系统:Windows 10/11、Linux(Ubuntu 18.04及以上)、macOS均可。
2. 工具箱安装验证
打开MATLAB,在命令行窗口输入以下命令,验证Optimization Toolbox是否安装:
ver Optimization Toolbox
若输出包含"Optimization Toolbox"及版本信息,说明安装成功;若提示"未找到",需通过MATLAB的"附加功能"安装该工具箱:
-
点击MATLAB界面顶部的"附加功能"→"获取附加功能";
-
在搜索框中输入"Optimization Toolbox",找到后点击"安装",按照提示完成安装(需登录MathWorks账号)。
📝实验步骤(含代码逐行解析)
步骤1:问题梳理与模型确认
在编写代码前,再次确认模型参数:
-
决策变量:x_1 \\sim x_6(6种方案的条材数量);
-
目标函数系数:f = \[1,1,1,1,1,1\](总消耗量求和);
-
约束矩阵:A = \\begin{bmatrix}5 \& 4 \& 3 \& 2 \& 1 \& 0 \\\\ 0 \& 1 \& 2 \& 3 \& 5 \& 6\\end{bmatrix},约束向量 b = \\begin{bmatrix}1000 \\\\ 2000\\end{bmatrix}。
步骤2:编写MATLAB求解代码(含详细注释)
新建MATLAB脚本文件,复制以下代码,文件名保存为cutting_optimization.m(注意:函数定义需置于脚本结尾,避免语法错误):
Matlab
%% 一维条材下料优化问题求解(整数线性规划)
% 实验目的:通过整数线性规划求解最小条材消耗量,满足98cm(1000根)和78cm(2000根)成品需求
% 作者:CSDN微实验
% 日期:2026-01-11
% 清理工作区:清除原有变量、命令行窗口内容、关闭所有图形窗口,避免干扰
clear; % 清除工作区变量
clc; % 清空命令行窗口
close all; % 关闭所有打开的图形窗口
%% 1. 定义整数线性规划模型的核心参数
% 目标函数系数 f:对应 min Z = x1+x2+x3+x4+x5+x6,因此所有系数均为1
f = ones(1, 6); % f为1×6的行向量,元素依次对应x1~x6的系数
% 不等式约束矩阵 A 和约束向量 b:原约束为 Ax >= b
% 第一行:98cm成品需求约束 5x1+4x2+3x3+2x4+x5 >= 1000
% 第二行:78cm成品需求约束 0x1+1x2+2x3+3x4+5x5+6x6 >= 2000
A = [5, 4, 3, 2, 1, 0; % 第一行约束系数
0, 1, 2, 3, 5, 6]; % 第二行约束系数
b = [1000; 2000]; % b为2×1的列向量,对应两个约束的右侧值
% 变量上下界设置:x1~x6为非负整数,上界设为1000(足够覆盖最优解范围)
lb = zeros(6, 1); % 下界lb:6×1的列向量,所有元素为0(x_i >= 0)
ub = 1000 * ones(6, 1); % 上界ub:6×1的列向量,所有元素为1000(可根据实际调整)
% 整数变量索引:指定哪些变量是整数,本问题中x1~x6均为整数
intcon = 1:6; % intcon为1到6的向量,代表6个变量均为整数
%% 2. 配置求解器参数并调用intlinprog求解
% 优化选项设置:Display='iter'表示显示求解迭代过程,便于观察求解状态
options = optimoptions('intlinprog', 'Display', 'iter');
% 调用intlinprog函数求解:注意intlinprog默认求解 min f'x s.t. A*x <= b
% 因此需将原约束 Ax >= b 转换为 -A*x <= -b(不等式两边同时乘-1,不等号方向改变)
[x, fval, exitflag, output] = intlinprog(f, intcon, -A, -b, [], [], lb, ub, options);
% 处理求解结果的浮点误差:intlinprog可能输出小数(如333.999999),需四舍五入为整数
x = round(x);
%% 3. 调用结果输出函数,展示求解结果并验证约束满足情况
result_output(x, fval); % 调用自定义函数,输出最优方案和验证信息
%% 自定义结果输出函数:封装结果展示逻辑,使代码更简洁
% 输入参数:x为最优决策变量值(x1~x6),fval为最优目标函数值(总条材数量)
function result_output(x, fval)
% 输出最优切割方案
fprintf('\n==================== 最优切割方案 ====================\n');
for i = 1:6
fprintf('采用第%d种切割方案的条材数量:%d 根\n', i, x(i));
end
fprintf('------------------------------------------------------\n');
fprintf('消耗的条材总数量:%d 根\n', fval);
fprintf('------------------------------------------------------\n');
% 验证两种成品的产出量是否满足需求
num_98 = 5*x(1) + 4*x(2) + 3*x(3) + 2*x(4) + 1*x(5); % 98cm成品总产出量
num_78 = 0*x(1) + 1*x(2) + 2*x(3) + 3*x(4) + 5*x(5) + 6*x(6); % 78cm成品总产出量
% 输出验证结果
fprintf('98cm成品总产出量:%d 根(需求:1000根,超额:%d根)\n', num_98, num_98-1000);
fprintf('78cm成品总产出量:%d 根(需求:2000根,超额:%d根)\n', num_78, num_78-2000);
fprintf('======================================================\n\n');
% 额外验证:判断是否满足所有约束
if num_98 >= 1000 && num_78 >= 2000
fprintf('✅ 求解结果验证:所有需求约束均满足!\n');
else
fprintf('❌ 求解结果验证:约束不满足,请检查模型参数或求解器设置!\n');
end
end步骤3:代码关键函数与参数解析
核心函数intlinprog是MATLAB求解整数线性规划的核心工具,其调用格式为:
[x, fval, exitflag, output] = intlinprog(f, intcon, A, b, Aeq, beq, lb, ub, options)
各参数含义如下表所示:
| 参数 | 含义 | 本实验取值说明 |
|---|---|---|
| f | 目标函数系数向量 | ones(1,6):对应总消耗量求和 |
| intcon | 整数变量的索引 | 1:6:x1~x6均为整数 |
| A | 不等式约束矩阵(Ax ≤ b) | -A:原约束Ax≥b转换为-Ax≤-b |
| b | 不等式约束向量 | -b:对应转换后的约束右侧值 |
| Aeq | 等式约束矩阵(Aeqx = beq) | \[\]:本问题无等式约束 |
| beq | 等式约束向量 | \[\]:本问题无等式约束 |
| lb | 变量下界 | zeros(6,1):x_i≥0 |
| ub | 变量上界 | 1000×ones(6,1):足够大的上界 |
| options | 求解器选项 | Display='iter':显示迭代过程 |
| x | 输出的最优决策变量值 | x1~x6的最优取值 |
| fval | 输出的最优目标函数值 | 最小条材总消耗量 |
| exitflag | 求解状态标志 | exitflag=1:求解成功;exitflag<0:求解失败 |
| output | 求解过程详细信息 | 包含迭代次数、求解时间等 |
步骤4:运行代码并查看结果
-
打开MATLAB,在"当前文件夹"窗口中找到保存的
cutting_optimization.m文件; -
点击脚本编辑器顶部的"运行"按钮(绿色三角形),或在命令行窗口输入
cutting_optimization后回车; -
观察命令行窗口的输出,包括迭代过程和最终结果。
LP: Optimal objective value is 520.000000. Optimal solution found. Intlinprog stopped at the root node because the objective value is within a gap tolerance of the optimal value, options.AbsoluteGapTolerance = 0 (the default value). The intcon variables are integer within tolerance, options.IntegerTolerance = 1e-05 (the default value). ==================== 最优切割方案 ==================== 采用第1种切割方案的条材数量:120 根 采用第2种切割方案的条材数量:0 根 采用第3种切割方案的条材数量:0 根 采用第4种切割方案的条材数量:0 根 采用第5种切割方案的条材数量:400 根 采用第6种切割方案的条材数量:0 根 ------------------------------------------------------ 消耗的条材总数量:520 根 ------------------------------------------------------ 98cm成品总产出量:1000 根(需求:1000根,超额:0根) 78cm成品总产出量:2000 根(需求:2000根,超额:0根) ====================================================== ✅ 求解结果验证:所有需求约束均满足!
步骤5:结果分析与验证
-
求解状态验证:若
exitflag=1,说明求解成功,结果可信;若求解失败(exitflag<0),需检查模型参数是否正确,或调整变量上界(如将ub改为2000)。 -
需求约束验证:查看98cm和78cm成品的总产出量是否≥需求数量,确保方案符合生产要求。
-
最优性分析:对比启发式近似解(534根)与全局最优解(如533根),可发现全局最优解通过"方案1+方案5+方案6"的组合,比纯经验方案少用1根条材------对于批量生产,每减少1根原材料消耗,都能显著降低成本(如1根条材成本100元,批量生产10次即可节省1000元)。
-
余料分析:计算总余料长度=总原材料长度-总成品长度,验证资源利用率。以参考结果为例:总原材料长度=533×500=266500cm;总成品长度=1000×98 + 2005×78=98000 + 156390=254390cm;总余料长度=266500-254390=12110cm,资源利用率≈95.45%。
🔍常见问题排查与解决方案
问题1:提示"未找到intlinprog函数"
原因:未安装Optimization Toolbox或工具箱未激活。 解决方案:通过MATLAB"附加功能"安装Optimization Toolbox,安装完成后重启MATLAB。
问题2:求解失败,exitflag=-2
原因:约束条件矛盾或变量边界设置不合理。 解决方案:
-
检查约束矩阵A和向量b是否正确,避免输入错误(如将5x1写成6x1);
-
调整变量上界ub,将其设置为更大的值(如ub=2000),确保最优解在边界范围内。
问题3:求解结果为小数,round函数无效
原因:求解器精度设置过低,导致结果出现较大浮点误差。 解决方案:调整求解器选项,提高精度:
options = optimoptions('intlinprog', 'Display', 'iter', 'OptimalityTolerance', 1e-9);
问题4:结果中部分x_i为负数
原因:变量下界lb设置错误,未限制x_i≥0。 解决方案:确保lb=zeros(6,1),明确变量下界为0。
🧪实验思考与拓展练习
思考问题
-
思考1:若切割过程中存在5cm的工艺损耗(即每切割一次损失5cm材料),模型应如何修改?(提示:需考虑切割次数对应的损耗,调整长度约束)
-
思考2:若78cm成品的需求变为2005根,启发式近似解和全局最优解是否会变化?为什么?
-
思考3:若余料可回收再利用(如70cm余料可切割成1根78cm成品?不,70cm<78cm,可假设余料可拼接成500cm条材),模型应如何调整?
拓展练习
-
拓展1:修改模型,增加"切割成本约束"------假设方案1的切割成本为10元/根,方案6的切割成本为15元/根,其他方案为12元/根,目标函数改为"最小化总成本",重新求解并分析结果。
-
拓展2:使用Python的
scipy.optimize.milp函数求解该问题,对比MATLAB与Python的求解效率和结果差异。 -
拓展3:编写可视化代码,使用MATLAB的
bar函数绘制各切割方案的条材使用数量,直观展示最优方案组合。
拓展练习1参考代码(修改目标函数):
% 切割成本系数:方案1(10元)、方案2(12元)、方案3(12元)、方案4(12元)、方案5(12元)、方案6(15元) f = [10, 12, 12, 12, 12, 15]; % 目标函数改为最小化总成本
📖实验总结
本次实验通过"问题分析→可行方案穷举→整数线性规划模型构建→MATLAB编程求解→结果验证"的完整流程,系统掌握了一维条材下料优化问题的解决方法。核心收获如下:
-
工程认知:下料优化是工业降本增效的关键手段,仅凭经验无法得到全局最优解,需借助数学建模工具;
-
建模能力:掌握了整数线性规划模型的构建逻辑,明确决策变量、目标函数、约束条件的定义方法;
-
编程能力:熟练使用MATLAB的
intlinprog函数求解整数线性规划问题,能够排查常见代码错误; -
优化思维:理解了"启发式近似解"与"全局最优解"的差异,掌握了结果验证与分析的核心方法。
本实验的方法可直接迁移到钢材切割、布料裁切、管材加工等同类场景,为工业生产中的资源优化问题提供了可复制的解决方案。
📚参考资料
-
MATLAB官方文档:intlinprog函数使用说明;
-
《运筹学》(胡运权):整数线性规划章节;
-
工业下料优化技术手册:一维下料问题的建模与求解方法。