文章目录
- [openpnp - 测试圆片直径的选择 on "Calibrate precise camera ↔ nozzle N1 offsets"](#openpnp - 测试圆片直径的选择 on "Calibrate precise camera ↔ nozzle N1 offsets")
openpnp - 测试圆片直径的选择 on "Calibrate precise camera ↔ nozzle N1 offsets"
概述
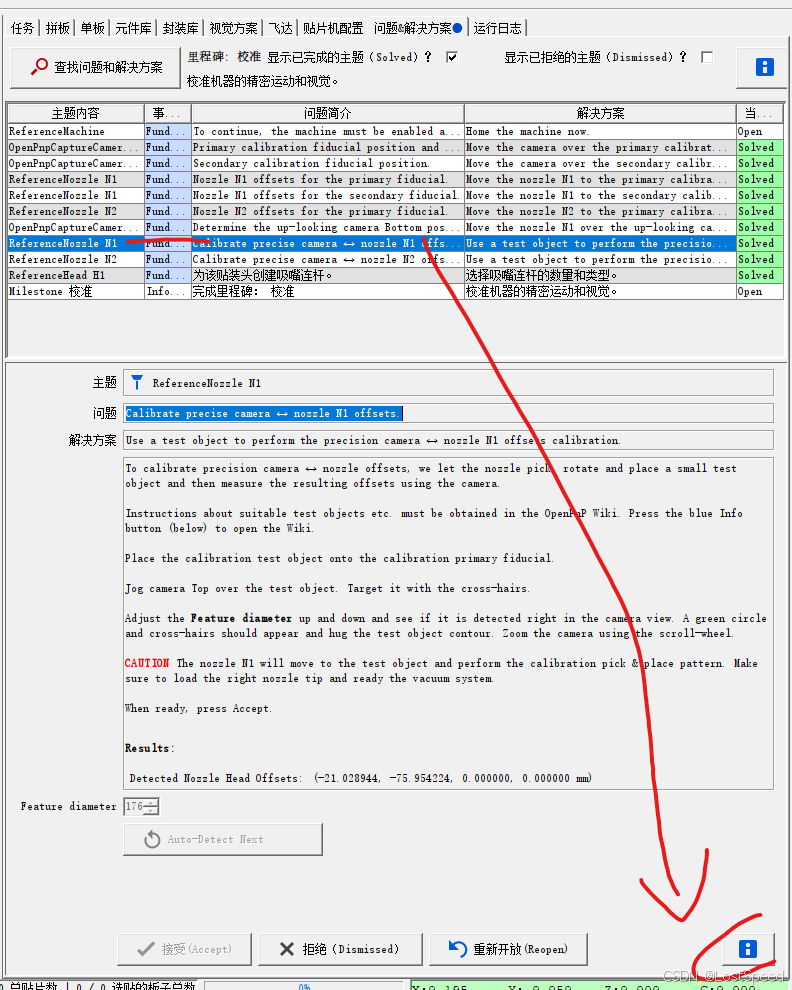
在openpnp设备的标定中,有一步是校验相机和吸嘴尖端的偏移。
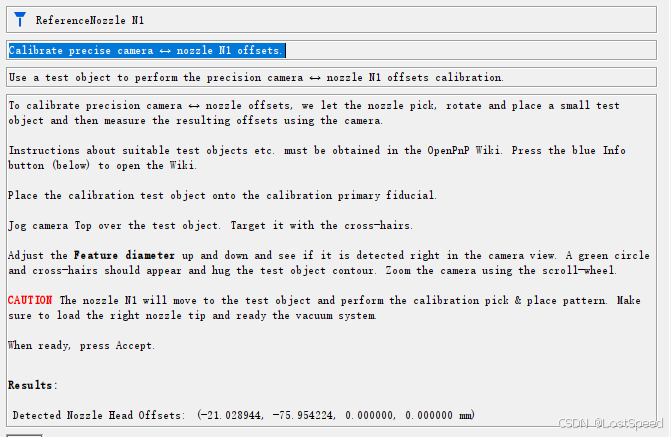
这个测试是找一个测试圆片,放在主基准点上,让openpnp控制N1,N2来拾取圆片,通过视觉识别来校验相机和吸嘴的偏移。
最初的相机和吸嘴的偏移,是通过前面流程初步确定的(用相机确定主次基准点位置,将N1落在主次基准点上得到3D坐标,将N2落在主基准点上得到3D坐标).
以前用的测试圆片都是设备作者给的4mm直径的陶瓷圆片,后来换过6mm直径的陶瓷圆片。后来由于Z轴的垂直度没调整好,导致拾取过程圆片位置偏移太大,出了主基准点平台(10mm宽度),又换回了4mm直径的陶瓷圆片。
后来买了2mm, 3mm, 4mm, 5mm的圆片备用。
这次标定设备,突发奇想,用503吸嘴配合3mm圆片试试。
结果标定结果和初次的相机和吸嘴的坐标偏移差的很多,偏移坐标为(0.3mm, 0.4mm). 这基本不可能。因为初步的偏移设置(用相机确定主次基准点位置,将N1落在主次基准点上得到3D坐标,将N2落在主基准点上得到3D坐标)的坐标和主次基准点的偏差,搞过机械装配的人对0.1mm, 0.2mm的感觉还是有的。手工确定的这些位置最多差0.1mm, 不会差太多了。openpnp这个测试结果明显是不对的。
分析原因: 可能是主次基准点所在的打印出的塑料贴纸表面摩擦力不大,且3mm直径圆片重量太轻了(摩擦力也小)。导致吸嘴放下圆片时,由于冲击力,圆片微微移动了位置。
将测试条目重新打开(reopen), 换了5mm直径的陶瓷圆片,和初步确定的相机吸嘴偏差只有(0.01mm, 0.008mm), 这和实际情况应该是相符合的。
看来测试圆片应尽可能的大,才能增加摩擦力(克服吸嘴连杆Z轴不垂直带来的分力)。只要吸嘴能可靠将圆片吸嘴起来就可以。
笔记
从来没看过官方资料对于这个测试圆片选择的推荐要求。去看一下。
官方对测试圆片的要求
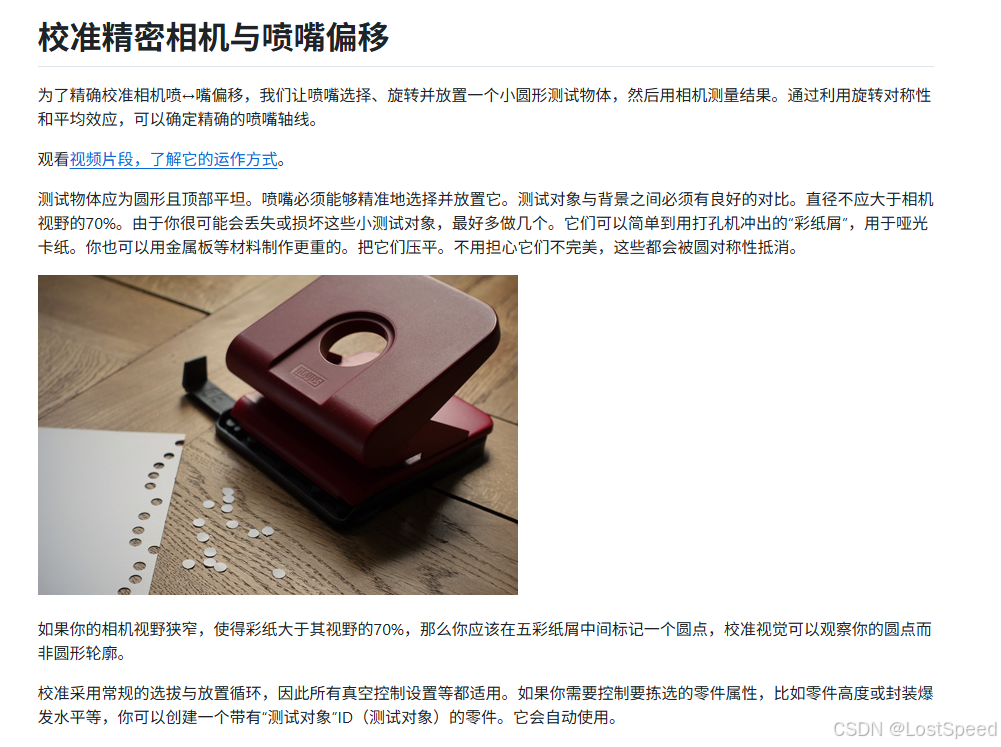
官方只说测试片最大不能超过相机视野的70%,测试片最小尺寸没说。看来官方隐含的说明是"测试片最好还是大一点 ".
看官方给的打孔机和打出的圆形纸片的实物对比,圆形纸片的直径大概为5mm以上。
官方给了一个演示视频(https://youtu.be/md68n_J7uto?t=462),去观摩一下。
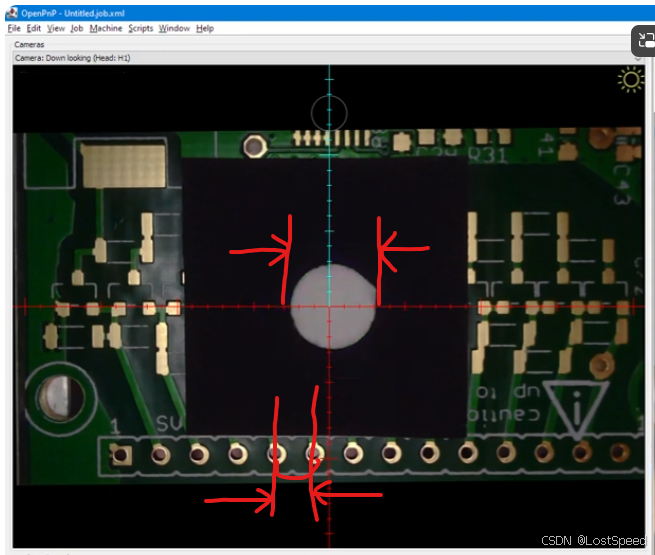
官方演示视频中,能看到测试圆片。正好PCB上有单排插针,可以估算圆片直径。
下方的单排插针的孔中心距离 = 2.54mm.
比对圆片直径和单排插针的中心孔距,可知,圆片尺寸大于5.08mm.
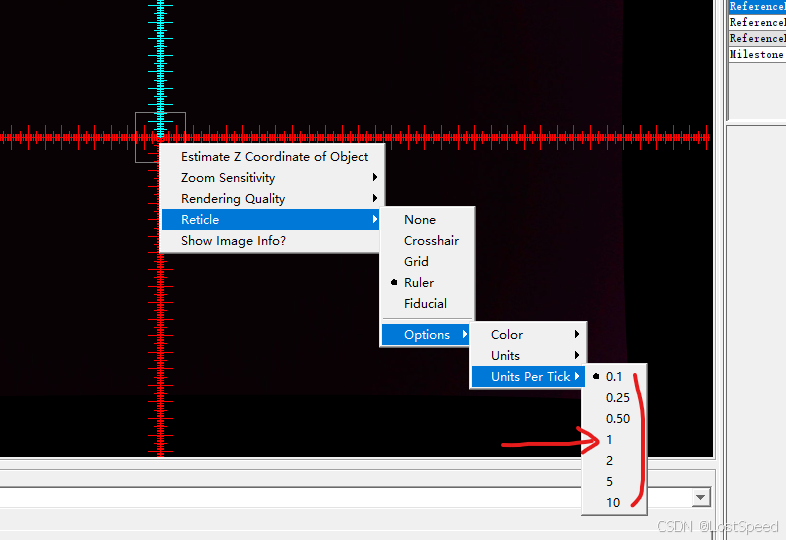
再查看顶部相机标尺落在白色测试圆片上的格子,结合openpnp设置标尺的格子距离, 猜测顶部相机标尺的当前的格点距离。
 ·
·
官方视频中的标尺格子距离,只能是1mm.
再用标尺格子距离测量圆片直径,可知:官方使用的圆片直径为6mm.
总结
测试圆片的直径应尽可能的大,用来增加摩擦力。
测试圆片不能超过相机视野的70%, 这个都能满足,如果圆片太大,最初用于标定设备的502,503吸嘴就不能吸取起来了。
而且官方建议,标定设备时,使用生产中能用到的最小吸嘴(e.g. 502 or 503).
且测试圆片能被吸嘴(一般标定设备时用的吸嘴是503)可靠吸取起来,吸嘴移动时,不会掉下来。
曾经测试过,用502吸取6mm直径的陶瓷圆片,吸取的不是很可靠。
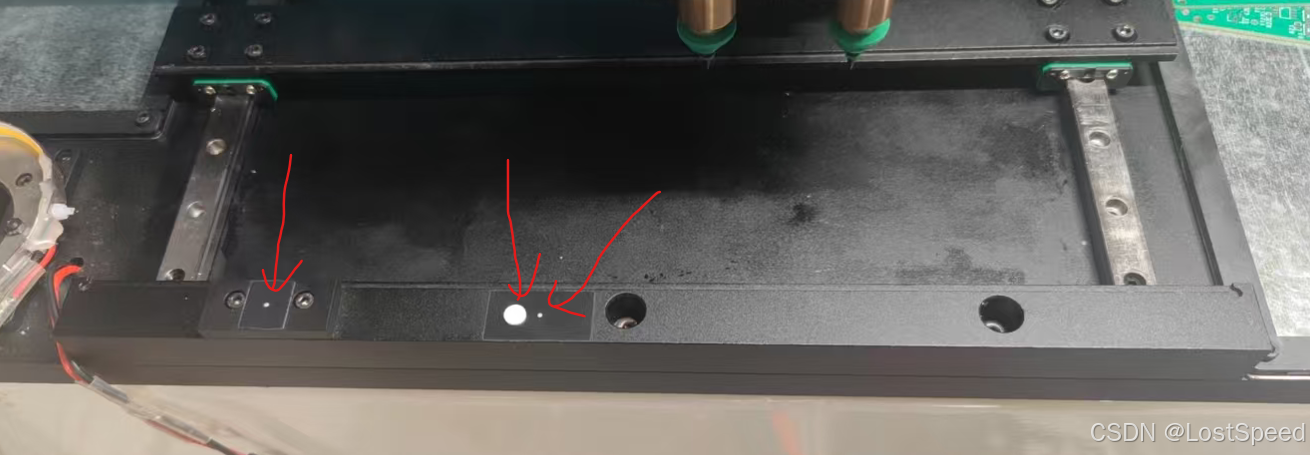
吸嘴在拾取放下测试圆片时,还会使圆片移动位置(吸嘴拾取圆片时,会特意找偏心的地方来拾取,然后转动圆片,再放下,此时拾取放下圆片的前后位置就变了),要考虑这些偏心位置不会使测试圆片掉落到主基准点高度之下(主基准点最好是固定的,这个固定的地方有长和宽的限制,一般没有那么大的地方给主基准点的贴纸)。
我的设备的主次基准点都在PCB夹具支架的固定端的一个长方形的面积内,如下:
结论
测试圆片的直径建议为5mm以上(官方采用的是6mm直径)。
如果测试圆片能薄一些就更好了(同样的吸嘴,e.g. 502,503, 就能吸取起直径更大重量更轻的测试圆片)
像官方那样用打孔器来切割普通的打印用白纸,感觉强度不行(A4纸的厚度只有0.1mm, 圆片被吸取起来后,或者放下后圆片不平),还是用机加的硬质圆片(亚光,不能是能反光的那种,颜色要求是白色的)好些。
市场上能买的到陶瓷原片,厚度基本是1mm的

小于1mm的陶瓷圆片,价格明显贵了很多。
