在电子制造领域,焊点作为核心连接部件,其高度尺寸的精准度直接决定了产品的电气性能、机械稳定性及使用寿命。尤其是FPGA器件,其焊点数量多、分布密集、尺寸精细,一旦焊点高度出现偏差,可能导致引脚接触不良、信号传输损耗、散热效率下降等问题,甚至引发整个器件失效,造成严重的生产损失和质量隐患。为实现对FPGA焊点高度的精准、高效、稳定量测,规避生产过程中的质量风险,规范检测流程,明确检测标准、方法及注意事项,特制定本检测方案,为FPGA焊点高度检测工作提供科学、可落地的指导依据,确保检测数据的准确性、可靠性和重复性。
一、检测概述
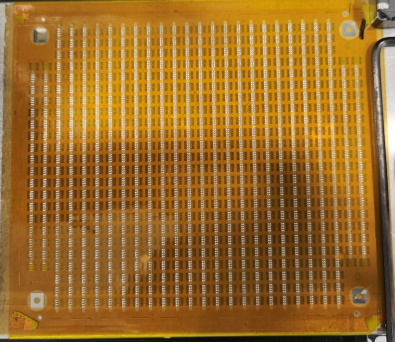
(一)被测物说明
本次检测的被测物为FPGA焊点,该类焊点属于精密微型焊点,具有体积小、分布均匀、间距密集的特点,其高度尺寸的微小偏差均可能影响器件的正常工作。检测的核心目标是精准获取每一个焊点的实际高度数据,通过与标准高度范围进行比对,判断焊点是否符合生产质量要求,筛选出不合格产品,为后续返修、优化生产工艺提供数据支撑。
(二)检测核心要求
本次检测的核心要求为量测各个FPGA焊点的高度数据,具体要求如下:一是检测范围覆盖所有焊点,无遗漏、无死角;二是检测精度满足精密电子元件焊点检测标准,确保高度数据的误差控制在允许范围内;三是检测过程高效稳定,可实现批量焊点的连续检测,兼顾检测效率与数据质量;四是检测数据可追溯、可查询,便于后续质量分析和工艺优化;五是检测过程不对被测物造成任何损伤,保障被测物的完整性。
(三)检测目的
-
精准获取FPGA焊点的实际高度数据,验证焊点高度是否符合设计规范和生产标准,及时发现高度异常的焊点,避免不合格产品流入下一道工序;
-
通过批量检测数据的统计分析,掌握焊点高度的整体分布情况,识别生产工艺中可能存在的问题(如焊接温度、焊锡量控制不当等),为工艺优化提供数据支撑;
-
验证检测方案的可行性和稳定性,建立标准化的FPGA焊点高度检测流程,提升检测效率和检测质量,降低质量管控成本;
-
确保最终产品的电气性能和机械可靠性,提升产品合格率,增强产品市场竞争力。
二、检测原理与方案设计
(一)检测原理
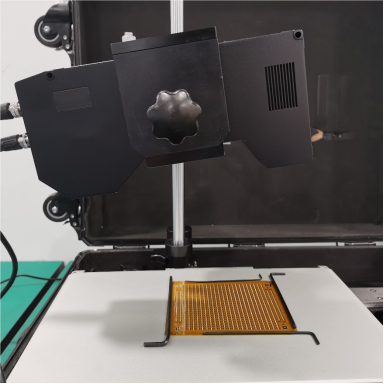
本次FPGA焊点高度检测采用线激光轮廓扫描技术,其核心原理是利用线激光轮廓扫描传感器发射激光线,照射到FPGA焊点表面,激光线经焊点表面反射后,被传感器内置的相机接收,通过光学成像原理捕捉焊点的轮廓信息。传感器将光信号转换为电信号,传输至检测软件,软件对信号进行处理、分析,重构出焊点的3D轮廓模型,进而精准计算出每个焊点的高度数据。
线激光轮廓扫描技术具有检测精度高、速度快、非接触式检测的优势,可有效避免接触式检测对微小焊点造成的损伤,同时能够快速捕捉焊点的轮廓细节,适用于FPGA这类精密微型焊点的高度检测。为进一步提升检测精度,减少环境噪点、光线反射等因素对检测数据的影响,本次方案对相机角度进行优化设计,通过倾斜安装相机,降低噪点干扰,确保轮廓信息捕捉的清晰度和准确性。
(二)检测方案详细设计
本次检测方案以线激光轮廓扫描传感器为核心检测设备,搭配专用检测软件,结合精准定位和基准平面拟合技术,实现FPGA焊点高度的精准量测,具体流程如下:
-
设备搭建与调试:搭建线激光轮廓扫描检测系统,包括线激光轮廓扫描传感器、相机、检测平台、数据传输模块及检测软件。将相机倾斜角度调整至约10°,该角度经过多次测试验证,可有效减少环境光线反射、焊点表面反光带来的噪点影响,同时确保激光线能够完整覆盖所有焊点,捕捉到清晰的轮廓信息。调试传感器和相机的参数,包括激光强度、曝光时间、扫描速度等,确保设备处于最佳工作状态,保障检测数据的稳定性和准确性。
-
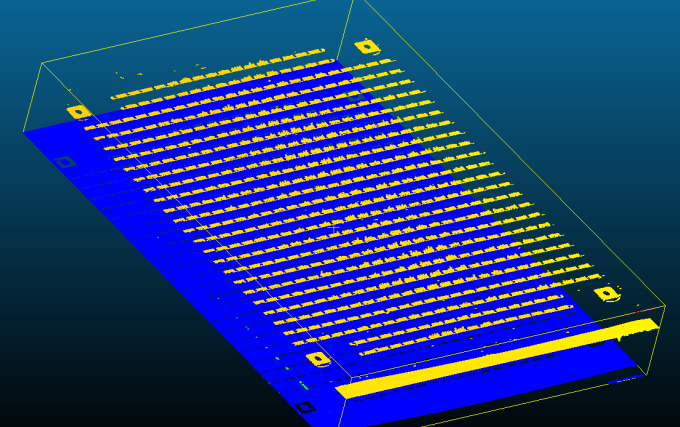
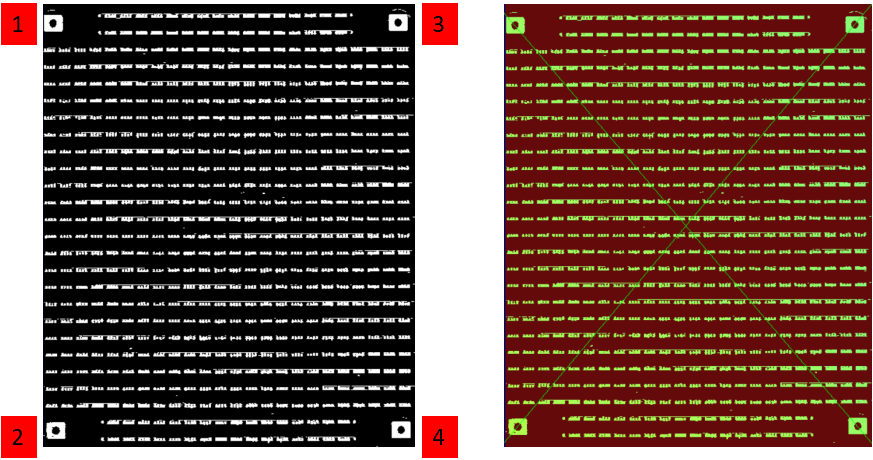
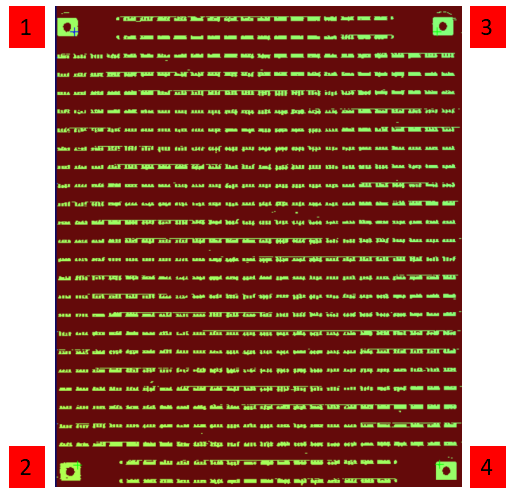
产品定位:将被测FPGA器件放置在检测平台上,确保器件放置平稳、无晃动。启动检测软件,获取产品的3D轮廓图,同时对3D图进行灰度成像处理,通过灰度对比,清晰呈现产品的轮廓边界和焊点位置,便于后续定位和检测。在产品3D灰度图中,选取4个特征区域(分别标记为点位1、点位2、点位3、点位4),每个区域内均有明显的圆形特征,提取各区域圆形特征的圆心坐标,计算点位1、4区域圆心的连线,以及点位2、3区域圆心的连线,两条连线的交点坐标即为产品的定位基准点,将该基准点坐标传入产品3D图中,完成产品的精准定位,确保后续检测过程中,焊点位置的识别和高度计算不受产品放置偏差的影响。
-
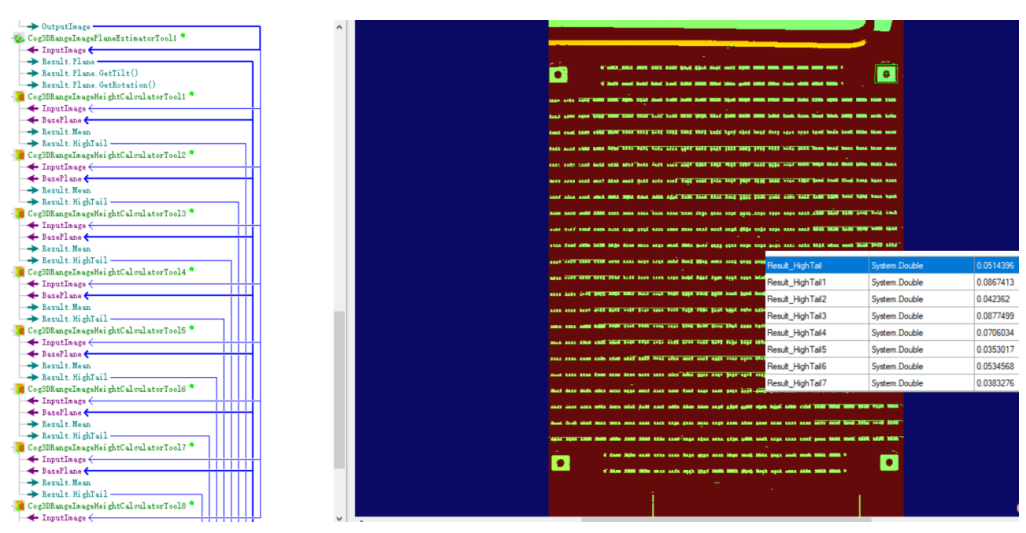
基准平面拟合:产品定位完成后,在检测软件中,分别在点位1、点位2、点位3、点位4对应的4个方形区域内,各选取4个均匀分布的特征点,共16个特征点。通过检测软件的平面拟合算法,将这16个特征点拟合成一个基准平面,该基准平面作为焊点高度计算的参考基准,确保所有焊点的高度数据均基于同一基准进行计算,避免因基准不一致导致的检测误差,提升检测数据的统一性和准确性。
-
焊点高度计算:基准平面确定后,检测软件自动识别产品3D轮廓图中的所有焊点,提取每个焊点的轮廓信息,结合基准平面的坐标数据,计算每个焊点顶点到基准平面的垂直距离,该距离即为焊点的实际高度数据。软件将自动记录每个焊点的高度数据,生成检测数据表,标注每个焊点的编号、高度值,便于后续查询和分析。
-
数据验证与分析:检测完成后,对获取的焊点高度数据进行验证和分析。通过检测软件任意抓取不同位置的焊点进行重复测试,验证数据的准确性;同时对所有焊点的高度数据进行统计,分析数据的分布规律,判断是否存在高度异常的焊点,若发现异常焊点,标记其位置和高度值,为后续处理提供依据。
三、检测设备与工具
(一)核心检测设备
-
线激光轮廓扫描传感器:选用高精度线激光轮廓扫描传感器,扫描精度不低于0.001mm,扫描速度可调,能够快速捕捉微小焊点的轮廓信息,支持非接触式扫描,避免对被测物造成损伤;传感器的激光波长需适配FPGA焊点的材质,减少反光干扰,确保轮廓成像清晰。
-
工业相机:搭配高清工业相机,像素不低于500万,帧率可调,相机可倾斜安装,支持10°左右的角度调节,具备抗噪点、抗反光能力,能够清晰捕捉激光线在焊点表面的反射图像,为轮廓重构和数据计算提供高质量的图像支撑。
-
检测平台:选用高精度、高稳定性的检测平台,平台平面度误差不超过0.002mm,具备防震、防抖功能,能够确保被测FPGA器件放置平稳,避免因平台晃动导致的检测偏差;平台可根据检测需求,进行微调,确保产品定位精准。
(二)辅助工具与软件
-
检测软件:选用专用的线激光轮廓检测软件,支持3D轮廓重构、灰度成像处理、基准平面拟合、焊点高度计算、数据统计与导出等功能;软件操作便捷,可设置检测参数、定位基准、误差阈值等,支持批量检测和数据追溯,能够自动生成检测报告。
-
辅助定位工具:配备专用的产品定位治具,治具与FPGA器件的外形相匹配,能够快速、精准地将产品固定在检测平台上,确保产品放置位置一致,减少人为放置偏差对检测结果的影响;治具材质需柔软,避免刮伤产品表面。
-
校准工具:配备标准校准块,用于定期校准线激光轮廓扫描传感器和相机的精度,确保检测设备的稳定性和检测数据的准确性;校准周期建议为每周一次,若检测环境发生变化(如温度、湿度变化较大),需及时进行校准。
四、检测流程
为确保检测工作有序、高效开展,规范检测操作,避免人为误差,本次检测严格按照以下流程执行,全程做好记录,确保检测数据可追溯:
-
检测前准备:检查检测设备的运行状态,包括线激光轮廓扫描传感器、相机、检测平台、数据传输模块等,确保设备无故障、参数设置正确;使用标准校准块对传感器和相机进行校准,确认检测精度符合要求;清洁检测平台和产品定位治具,去除表面的灰尘、杂物,避免影响检测结果;准备好被测FPGA器件,检查器件表面无破损、无污渍,确保器件完好。
-
产品放置与定位:将被测FPGA器件平稳放置在检测平台的定位治具中,调整器件位置,确保器件放置平整、无晃动;启动检测软件,控制相机和传感器开始工作,获取产品的3D轮廓图,对3D图进行灰度成像处理,提取点位1、2、3、4区域圆形特征的圆心坐标,计算交点坐标,完成产品定位。
-
基准平面拟合:在检测软件中,选取点位1、2、3、4对应的4个方形区域,每个区域选取4个均匀分布的特征点,共16个特征点,通过软件的平面拟合算法,拟合成基准平面,保存基准平面参数,作为焊点高度计算的参考基准。
-
焊点高度检测:软件自动识别产品3D轮廓图中的所有焊点,提取每个焊点的轮廓信息,结合基准平面参数,计算每个焊点的高度数据,自动记录焊点编号和对应的高度值,生成检测数据表;检测过程中,实时监控检测状态,若出现异常(如传感器故障、图像模糊等),立即停止检测,排查问题后重新开始。
-
数据验证与筛选:检测完成后,利用检测软件任意抓取不同位置的焊点进行重复测试,每次测试10次,记录测试数据,验证数据的稳定性和准确性;对所有焊点的高度数据进行统计分析,对比标准高度范围,筛选出高度异常的焊点,标记其位置和高度值,区分合格与不合格产品。
- 检测后处理:将检测合格的产品放入指定容器中,做好标记;对不合格产品进行单独存放,记录不合格原因(如焊点过高、过低等),反馈给相关部门进行返修或重新焊接;清理检测平台和治具,关闭检测设备,做好设备维护记录;导出检测数据和检测报告,归档保存,便于后续查询和质量分析。
五、检测难点与解决方案
(一)核心检测难点
本次FPGA焊点高度检测的核心难点的是:产品量测时需要保持平整才能保证数据的准确性和稳定性,对量测平台和产品放置方式要求比较高。由于FPGA器件本身尺寸较小,焊点分布密集,若产品放置不平整、存在倾斜或晃动,会导致基准平面拟合偏差,进而影响焊点高度的计算精度;同时,检测平台的平面度、稳定性不足,也会导致检测过程中设备晃动,影响轮廓图像的清晰度和数据的稳定性,最终导致检测误差增大,无法准确判断焊点高度是否合格。
(二)针对性解决方案
为解决上述检测难点,确保检测数据的准确性和稳定性,结合检测方案的设计,制定以下针对性解决方案:
-
优化检测平台性能:选用高精度、高稳定性的检测平台,严格控制平台的平面度误差,确保平台表面平整、无凸起、无凹陷;在平台底部安装防震、防抖装置,减少外界震动对平台的影响,避免检测过程中平台晃动;定期对检测平台进行维护和校准,检查平台的平面度和稳定性,及时调整和修复,确保平台始终处于最佳工作状态。
-
规范产品放置方式:设计专用的产品定位治具,治具的尺寸和形状与FPGA器件完全匹配,能够快速、精准地将产品固定在检测平台上,确保产品放置平整、无倾斜、无晃动;在治具表面铺设柔软的缓冲材料,既可以固定产品,又可以避免刮伤产品表面,同时进一步提升产品放置的稳定性;检测前,安排专业操作人员对产品放置情况进行检查,确认产品放置平整后,再开始检测,避免人为放置偏差。
-
强化基准平面拟合精度:在基准平面拟合过程中,增加特征点的选取数量,从每个方形区域选取4个特征点,共16个特征点进行拟合,减少单一特征点偏差对基准平面的影响;通过检测软件的优化算法,对选取的特征点进行筛选,剔除异常特征点,确保拟合出的基准平面更加精准;拟合完成后,对基准平面进行验证,通过重复拟合,确认基准平面参数的稳定性,避免基准平面偏差导致的检测误差。
-
加强检测过程监控:检测过程中,实时监控产品放置状态和设备运行状态,若发现产品出现倾斜、晃动,或设备出现异常,立即停止检测,排查问题并调整后,重新开始检测;安排专业操作人员全程值守,熟悉检测流程和设备操作,及时处理检测过程中出现的各类问题,确保检测工作有序开展。
六、检测数据验证与稳定性测试
(一)数据验证方法
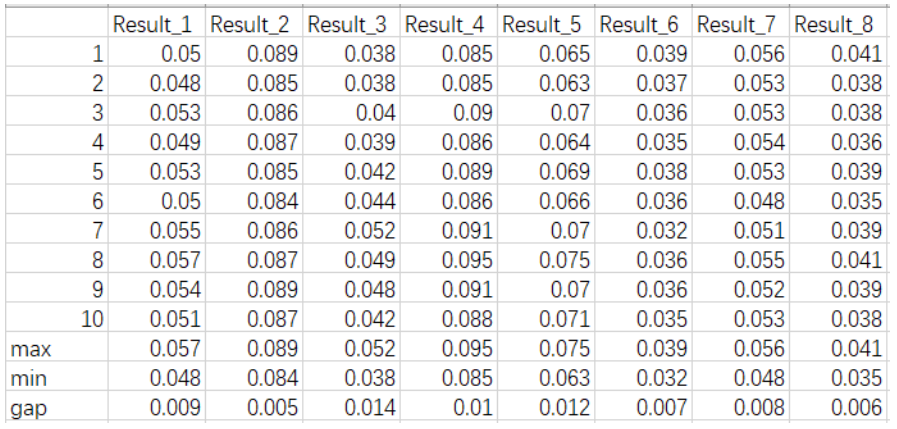
为确保检测数据的准确性,本次检测采用"随机抓取+重复测试"的方式进行数据验证,具体方法如下:利用检测软件,从被测FPGA器件的不同区域(边缘区域、中间区域)随机抓取10个焊点,对每个焊点进行10次重复检测,记录每次检测的高度数据;计算每个焊点10次检测数据的平均值、标准差和最大偏差,若标准差小于0.002mm,最大偏差小于0.005mm,则说明检测数据准确、稳定,符合检测要求;若超出该范围,则需排查设备参数、产品放置、基准平面等问题,重新进行检测和验证。
(二)稳定性测试案例
选取1个典型的FPGA器件作为测试样本,按照本次检测方案的流程,对其所有焊点进行检测,然后将该FPGA焊点来回进行10次重复测试,记录每次测试的所有焊点高度数据,对数据进行统计分析,验证检测方案的稳定性。
测试结果显示:10次重复测试中,所有焊点的高度数据平均值偏差均小于0.001mm,标准差均控制在0.0015mm以内,最大偏差为0.003mm,远低于允许的误差范围;同时,每次测试的焊点识别率均为100%,无遗漏、无误判情况。该测试结果表明,本次检测方案具有良好的稳定性和可靠性,能够持续、精准地完成FPGA焊点高度的检测工作,满足批量检测的需求。
(三)数据处理与分析
检测完成后,对所有焊点的高度数据进行整理、统计和分析,具体包括:计算所有焊点高度的平均值、最大值、最小值、标准差,分析焊点高度的分布规律;对比标准高度范围,筛选出高度异常的焊点,统计不合格率;结合稳定性测试数据,分析检测过程中的误差来源,优化检测参数和流程,进一步提升检测精度和效率。检测数据和分析结果需及时导出,归档保存,为后续质量管控、工艺优化提供数据支撑。
七、检测注意事项
为确保检测工作的顺利开展,保障检测数据的准确性和可靠性,保护检测设备和被测物,操作人员在检测过程中需严格遵守以下注意事项:
-
操作人员需经过专业培训,熟悉检测设备的操作方法、检测流程和注意事项,具备一定的故障排查能力,方可上岗操作;操作过程中,严格按照检测方案和设备操作手册执行,避免违规操作导致设备故障或检测误差。
-
检测前,必须对检测设备进行全面检查和校准,确保设备参数设置正确、精度符合要求;若设备出现故障,需及时停机检修,严禁设备带故障运行,避免影响检测数据和设备寿命。
-
被测FPGA器件需清洁干净,表面无灰尘、污渍、焊渣等杂物,避免影响激光反射和轮廓成像;放置产品时,动作轻柔,避免碰撞、刮伤产品表面,确保产品完好。
-
检测过程中,保持检测环境的整洁、稳定,温度控制在20-25℃,湿度控制在40%-60%,避免温度、湿度变化过大影响设备精度和检测数据;同时,避免外界光线直射检测区域,减少反光干扰。
-
定期对检测设备进行维护和保养,包括清洁传感器、相机镜头,检查设备线路,校准设备精度等,做好维护保养记录,延长设备使用寿命;检测完成后,及时清理检测平台和治具,关闭设备电源,做好设备存放工作。
-
检测数据需及时记录、导出和归档,确保数据可追溯;严禁随意修改检测数据,若发现数据异常,需及时排查原因,重新检测,做好异常情况记录。
八、方案总结与优化方向
(一)方案总结
本方案针对FPGA焊点高度检测需求,采用线激光轮廓扫描传感器扫描方案,通过优化相机倾斜角度(约10°)减少噪点影响,搭配专用检测软件完成产品定位、基准平面拟合和焊点高度计算,有效解决了产品放置平整性要求高的检测难点,实现了FPGA焊点高度的精准、高效、稳定检测。
方案具备以下优势:一是采用非接触式检测,避免对被测物造成损伤;二是检测精度高、速度快,可实现批量检测,提升检测效率;三是数据验证方法科学,确保检测数据的准确性和稳定性;四是流程规范、可操作性强,便于标准化推广;五是检测数据可追溯,为后续质量分析和工艺优化提供支撑。
通过实际测试验证,本方案能够满足FPGA焊点高度的检测要求,检测数据准确、稳定,不合格焊点识别率高,可有效规避质量风险,提升产品合格率,适用于规模化生产中的FPGA焊点高度检测工作。
(二)优化方向
为进一步提升检测方案的性能,适应更高精度、更高效率的检测需求,后续可从以下方面进行优化:
-
设备优化:引入更高精度的线激光轮廓扫描传感器和工业相机,进一步提升检测精度;探索自动化上下料设备,实现产品的自动放置、定位和检测,减少人为操作,提升检测效率,降低人为误差。
-
软件优化:升级检测软件算法,优化基准平面拟合和焊点识别能力,提高焊点识别的准确率和速度;增加数据统计分析的智能化功能,自动识别数据异常趋势,提前预警生产工艺中的问题,为工艺优化提供更精准的支撑。
-
流程优化:进一步细化检测流程,优化检测参数的设置,缩短检测周期;建立检测数据的智能化管理系统,实现检测数据的实时共享、查询和分析,提升质量管控的效率。
-
环境优化:搭建恒温、恒湿、防震的专用检测环境,进一步减少环境因素对检测数据的影响,确保检测数据的稳定性和一致性。