在精密传动系统中,齿轮的制造精度直接影响设备的运行稳定性与使用寿命。表面平面度偏差过大会导致啮合噪声加剧、传动效率下降;而正反面装反则可能造成装配线停摆。传统的人工目检或接触式抽检,不仅效率低下,更难以满足微米级精度的全检需求。

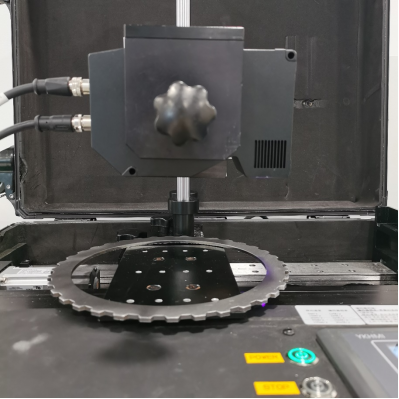
针对这一行业痛点,我们基于3D线激光轮廓传感器与高精度视觉算法,打造了一套平面度精准测量+正反面智能识别的一体化解决方案,以非接触式扫描替代人工。
一、检测需求与方案概述
被测物:齿轮金属件
检测要求:
-
检测齿轮表面平面度,量化评估加工精度
-
区分齿轮正反面,防止装配工序装反
测量方案:
-
平面度检测:相机从上方匀速扫描齿轮整个区域,通过图像处理与三维重建算法,拟合基准面并计算高度差,获取平面度数据
-
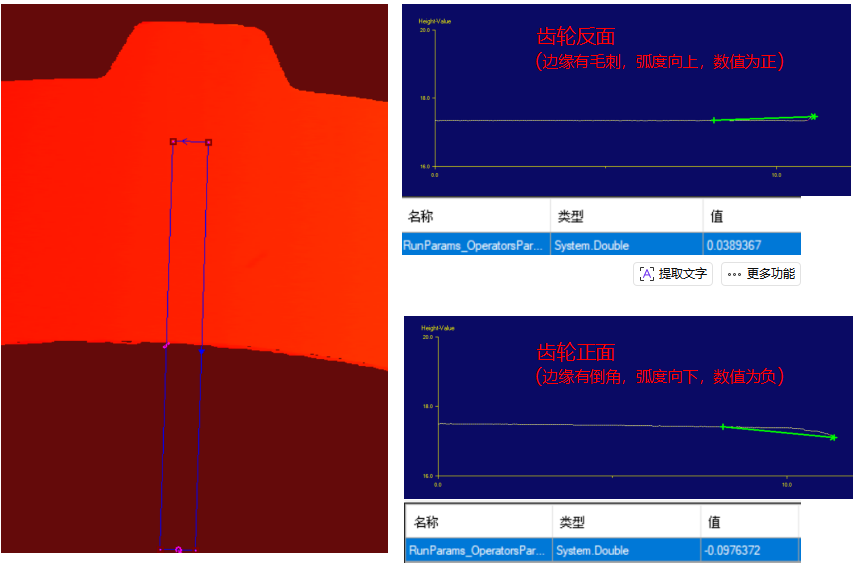
正反面区分:相机扫描齿轮局部区域(含一个完整凸起),提取切面轮廓并计算边缘弧度方向,正面弧度为负值、反面为正值,实现精准判别
方案注意事项:扫描区域须包含完整齿轮凸起用于定位;齿轮位置需保持稳定,波动幅度不宜过大;产品水平运动速度控制在100mm/s。
二、平面度检测:从点云数据到量化结果
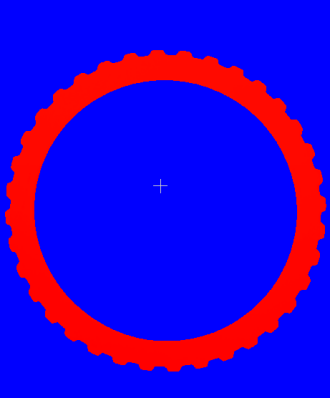
Step 1:内孔定位,锁定测量基准
图像采集后,系统首先抓取齿轮内圆圆心坐标作为定位基准。这一步骤确保了每次扫描的起始位置一致,为后续数据处理建立稳定的空间坐标系。无论齿轮在传送带上存在轻微偏移,系统均能通过圆心特征自动校正,保证测量区域的一致性。
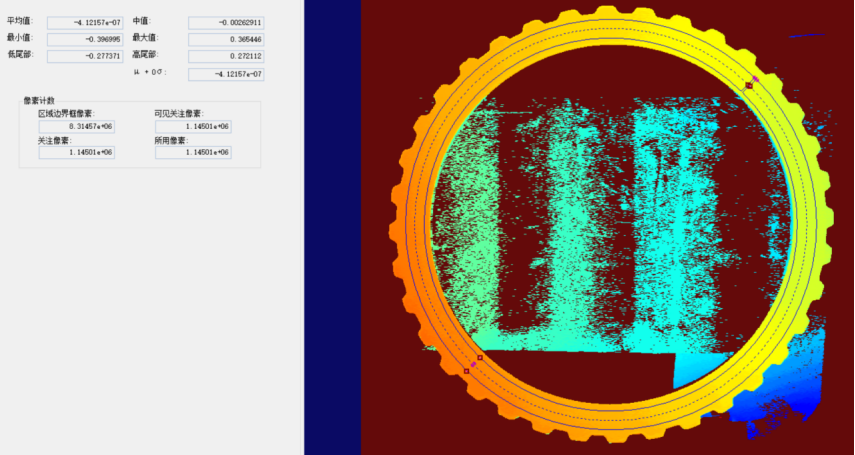
Step 2:基准面拟合与高度计算
选取齿轮表面完整区域,运用最小二乘法拟合一个理想基准平面。随后计算齿轮表面各采样点到该基准面的垂直高度,生成全表面的高度分布图。这一过程有效规避了局部异常点(如油污颗粒、细微划痕)对整体评估的干扰。
Step 3:平面度量化输出
采用高尾部数值减去低尾部数值的统计方法计算平面度------即选取高度分布中高位区间与低位区间的代表值,二者差值即为平面度实测数据。经20次动态重复测量验证,该方案重复性可控制在0.04mm以内。
实战提醒:评估阶段发现,产品反面毛刺会对平整度测量产生干扰。实际部署时应确保工件放置平稳,必要时可增设定位治具。此外,表面油污可能轻微影响量测值,建议结合产线清洁工艺综合评估。
三、正反面区分:弧度方向的毫厘之差

Step 1:灰度处理与模板定位
首先对采集图像进行灰度化处理,增强齿轮边缘特征的对比度。抓取齿轮外侧凸起作为定位模板,通过模板匹配算法快速锁定目标区域。这一设计确保相机扫描区域始终覆盖完整凸起结构,为弧度计算提供可靠的数据来源。
Step 2:3D切面轮廓提取
调用3D截面工具,沿齿轮凸起边缘方向获取切面轮廓曲线。该曲线完整记录了从齿顶到齿根的几何过渡形态,是弧度判别的核心数据基础。
Step 3:弧度方向计算与判别
基于轮廓数据计算边缘弧度方向。根据预设判别规则:齿轮正面边缘弧度为负值,反面边缘弧度为正值。对30个采样区域的实测验证表明,该判别逻辑稳定可靠,可满足自动化产线的实时分拣需求。
四、方案核心优势
1. 非接触式测量,零损伤风险
激光扫描替代物理探针,避免接触式测量对齿轮表面的潜在划伤,尤其适用于精加工后的成品检测。
2. 高精度与高效率兼得
单次扫描即可同步完成平面度测量与正反面判别,结合100mm/s的产线速度适配能力,真正实现"检测不降节拍"。
3. 智能化程度高,人工干预少
从定位、扫描到数据计算、结果判定,全流程自动化运行。测量结果可直联MES系统,实现质量数据的实时追溯。
4.适应性强,换型便捷
针对不同规格齿轮,仅需调整ROI检测区域与模板参数,无需硬件改动,换型时间可压缩至5分钟内。
五、实战部署建议
-
来料姿态控制:工件进入检测工位前,建议通过简易导向机构确保齿轮水平放置,波动幅度控制在0.5mm以内,以保证3D轮廓扫描的稳定性。
-
环境光屏蔽:激光传感器对强环境光敏感,检测区域建议加装遮光罩,避免杂光干扰图像采集质量。
-
定期标定:建议每班次使用标准量块进行系统标定校验,确保测量基准的长期稳定性。
-
数据联动:检测结果输出可与后道分拣机构联动,实现OK/NG品的自动分流,进一步提升产线自动化水平。