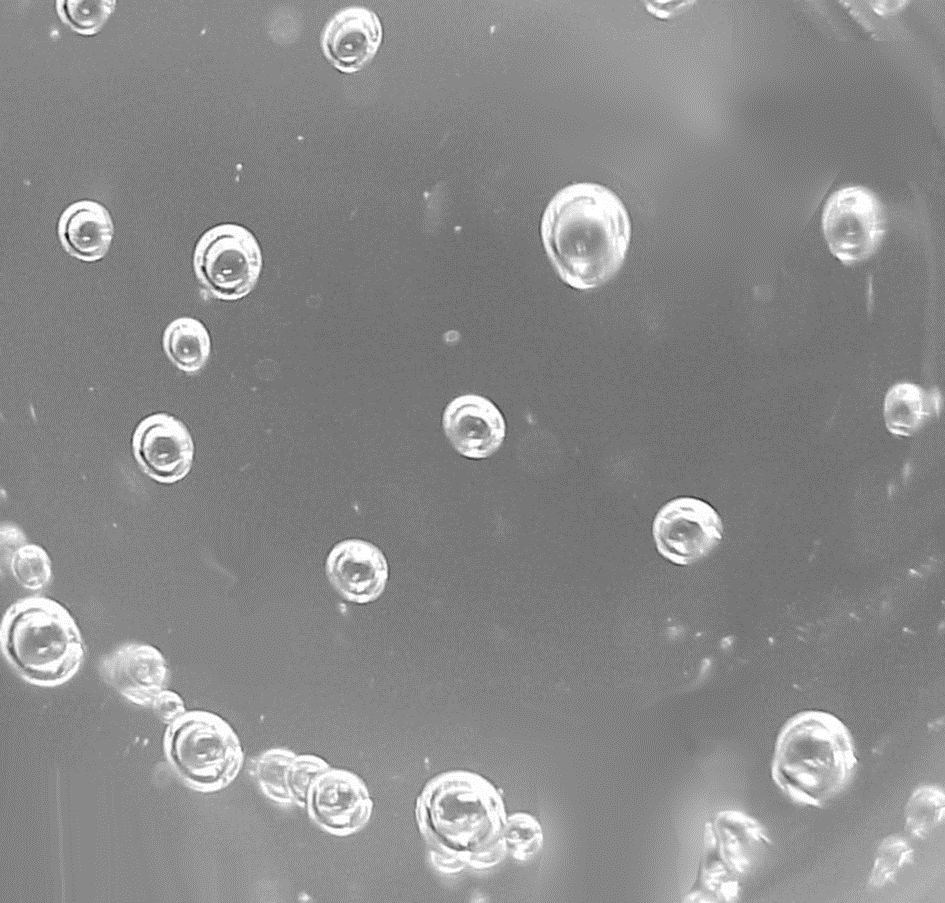
为了进行质量控制,需要解决气泡自动计数工作。每幅图像的空间分辨率为800×800800 \times 800800×800像素,表示大小为8cm28\text{cm}^28cm2的面积,如左图所示。
(1)确定图像中气泡所占面积与图像总面积的比率;
(2)计算不同气泡的数量。
基于上述资料,提出该问题的一个解决方案。假设最小可识别气泡至少需要5×55 \times 55×5像素区域,气泡形状按圆形近似(如右图所示),指出可检测到的最小气泡的物理尺寸。
| Column 1 | Column 2 |
|---|---|
 |
 |
气泡自动计数与面积比率测量方案
1. 物理尺寸计算
基本参数
- 图像分辨率:800×800=640,000800 \times 800 = 640,000800×800=640,000像素
- 实际对应面积:8cm28\text{cm}^28cm2
- 每个像素对应实际面积:
Apixel=8cm2640,000=1.25×10−5cm2 A_{\text{pixel}} = \frac{8\text{cm}^2}{640,000} = 1.25 \times 10^{-5}\text{cm}^2 Apixel=640,0008cm2=1.25×10−5cm2 - 每个像素的物理尺寸:
Lpixel=1.25×10−5cm≈0.003536cm=35.36μm L_{\text{pixel}} = \sqrt{1.25 \times 10^{-5}}\text{cm} \approx 0.003536\text{cm} = 35.36\mu\text{m} Lpixel=1.25×10−5 cm≈0.003536cm=35.36μm
2. 可检测的最小气泡尺寸
检测假设
- 最小可识别气泡至少需要5×55 \times 55×5像素区域
- 避免噪声干扰,能基本判断为圆形或椭圆形
最小气泡计算
- 最小气泡直径:5×35.36μm≈176μm5 \times 35.36\mu\text{m} \approx 176\mu\text{m}5×35.36μm≈176μm
- 最小气泡面积(按圆形近似):
Amin=π×(1762)2≈24328μm2 A_{\min} = \pi \times \left(\frac{176}{2}\right)^2 \approx 24328\mu\text{m}^2 Amin=π×(2176)2≈24328μm2 - 按像素数计算:131313像素
Amin=13×Apixel≈16.25×10−5cm2 A_{\min} = 13 \times A_{\text{pixel}} \approx 16.25 \times 10^{-5}\text{cm}^2 Amin=13×Apixel≈16.25×10−5cm2
结论 :可检测的最小气泡直径约0.1mm0.1\text{mm}0.1mm,面积约0.0088mm20.0088\text{mm}^20.0088mm2
3. 图像处理方案
处理流程
原始图像 预处理 二值化 形态学处理 连通组件分析 面积计算 气泡计数 比率输出 数量输出
详细步骤
步骤1:图像预处理
- 灰度化:将图像转为灰度图(如为彩色)
- 对比度增强:使用直方图均衡化或对比度拉伸
- 噪声去除:高斯滤波或中值滤波
步骤2:图像二值化
- 方法选择:Otsu自适应阈值法或局部自适应阈值
- 假设:气泡与背景有足够对比度
- 结果:气泡区域为前景(白色),背景为黑色
步骤3:形态学处理
- 开运算:去除小噪声点(面积小于最小气泡的区域)
- 闭运算:填充气泡内部可能的小孔洞
- 结构元素:使用圆形结构元素,尺寸基于最小气泡直径
步骤4:连通组件分析
- 标记算法:8-连通区域标记
- 边界处理:排除与图像边界相连的连通区域
- 特征提取:计算每个连通区域的面积、周长、圆形度
步骤5:气泡计数与面积计算
- 气泡计数:统计所有合格的连通区域数量
- 面积比率 :
Ratio=气泡总像素数640,000 \text{Ratio} = \frac{\text{气泡总像素数}}{640,000} Ratio=640,000气泡总像素数 - 实际面积比:与像素比率相同(因像素尺寸均匀)
4. 关键假设与影响因素
技术假设
- 气泡与背景对比度足够,可通过阈值分割
- 气泡之间无严重重叠,否则需要分水岭算法
- 成像光照条件相对均匀
- 气泡内部颜色相对均匀,无强烈反光
检测限制
- 最小尺寸 :直径小于0.1mm0.1\text{mm}0.1mm的气泡无法可靠检测
- 重叠气泡:严重重叠时可能被识别为单个气泡
- 边界气泡:与图像边缘相连的气泡不计入(假设破裂)
- 非圆形气泡:可能影响圆形度判断
5. 算法验证建议
定量验证
- 使用已知气泡数量的样本图像测试
- 比较算法计数与人工计数结果
- 计算检测率与误检率
参数优化
- 根据实际图像调整阈值参数
- 优化形态学操作的结构元素尺寸
- 调整最小气泡面积阈值
6. 预期输出
对于每幅图像,算法输出:
- 气泡数量 :NNN个
- 面积比率 :R×100%R \times 100\%R×100%
- 质量控制判断:基于预设的气泡数量与面积阈值
该方案能够满足工业质量控制的基本需求,在所述假设成立的情况下,可实现自动化气泡检测与分析。